
32005D0614[1]
2005/614/EK: A Tanács határozata (2005. július 18.) a Közösségnek az Egyesült Nemzetek Európai Gazdasági Bizottságának a gépjárművek utasainak frontális ütközéssel szemben nyújtott védelme tekintetében a gépjárművek típusjóváhagyásáról szóló 94. számú rendeletéhez, valamint a gépjárművek utasainak oldalsó ütközéssel szemben nyújtott védelme tekintetében a gépjárművek típusjóváhagyásáról szóló 95. számú rendeletéhez való csatlakozásáról
A TANÁCS HATÁROZATA
(2005. július 18.)
a Közösségnek az Egyesült Nemzetek Európai Gazdasági Bizottságának a gépjárművek utasainak frontális ütközéssel szemben nyújtott védelme tekintetében a gépjárművek típusjóváhagyásáról szóló 94. számú rendeletéhez, valamint a gépjárművek utasainak oldalsó ütközéssel szemben nyújtott védelme tekintetében a gépjárművek típusjóváhagyásáról szóló 95. számú rendeletéhez való csatlakozásáról
(EGT vonatkozású szöveg)
(2005/614/EK)
AZ EURÓPAI UNIÓ TANÁCSA,
tekintettel az Európai Közösséget létrehozó szerződésre,
tekintettel az Európai Közösségnek az Egyesült Nemzetek Európai Gazdasági Bizottságának a kerekes járművekre és az azokba szerelhető, illetve az azokon használható berendezésekre és tartozékokra vonatkozó egységes műszaki előírások elfogadásáról, valamint az ezen előírások alapján kibocsátott jóváhagyások kölcsönös elismerésének feltételeiről szóló megállapodásához ("felülvizsgált 1958. évi megállapodás") való csatlakozásáról szóló, 1997. november 27-i 97/836/EK tanács határozatára (1) és különösen annak 3. cikke (3) bekezdésére és 4. cikke (2) bekezdésére,
tekintettel a Bizottság javaslatára,
tekintettel az Európai Parlament hozzájárulására (2),
mivel:
(1) Az Egyesült Nemzetek Európai Gazdasági Bizottságának a gépjárművek utasainak frontális és oldalsó ütközéssel szemben nyújtott védelme tekintetében a gépjárművek típusjóváhagyásáról szóló 94. és 95. számú rendelete egységesített követelményeinek célja, hogy megszüntesse a szerződő felek közötti gépjármű-kereskedelemben fennálló műszaki akadályokat, egyúttal pedig biztosítsa a gépjárművek utasainak magas szintű biztonságát.
(2) A 94. és a 95. számú rendeletet a 97/836/EK tanácsi határozat II. melléklete nem említi, mivel azok nem álltak összhangban a Közösség műszaki követelményeivel és előírásaival a Közösségnek a felülvizsgált 1958. évi megállapodáshoz történő csatlakozásának időpontjában.
(3) A későbbi módosítások fényében a 94. (3) és a 95. (4) számú rendeletet be kell építeni a gépjárművek típusjóváhagyására vonatkozó közösségi rendszerbe,
A KÖVETKEZŐKÉPPEN HATÁROZOTT:
1. cikk
(1) A Közösségnek alkalmaznia kell az Egyesült Nemzetek Európai Gazdasági Bizottságának a gépjárművek utasainak frontális ütközéssel szemben nyújtott védelme tekintetében a gépjárművek típusjóváhagyásáról szóló 94. számú rendeletét.
(2) A Közösségnek alkalmaznia kell az Egyesült Nemzetek Európai Gazdasági Bizottságának a gépjárművek utasainak oldalsó ütközéssel szemben nyújtott védelme tekintetében a gépjárművek típusjóváhagyásáról szóló 95. számú rendeletét.
(3) A rendeletek szövegét csatolták e határozathoz.
2. cikk
Az Egyesült Nemzetek Európai Gazdasági Bizottságának a gépjárművek utasainak frontális ütközéssel szemben nyújtott védelme tekintetében a gépjárművek típusjóváhagyásáról szóló 94. számú rendeletét és az Egyesült Nemzetek Európai Gazdasági Bizottságának a gépjárművek utasainak oldalsó ütközéssel szemben nyújtott védelme tekintetében a gépjárművek típusjóváhagyásáról szóló 95. számú rendeletét be kell építeni a gépjárművek típusjóváhagyására vonatkozó közösségi rendszerbe.
3. cikk
A Bizottság értesíti az Egyesült Nemzetek főtitkárát erről a határozatról.
Kelt Brüsszelben, 2005. július 18-án.
a Tanács részéről
az elnök
M. BECKETT
(1) HL L 346., 1997.12.17., 78. o.
(2) 2005. július 6-i hozzájárulás (a Hivatalos Lapban még nem tették közzé).
(3) E/EGB/324, E/EGB/TRANS/505, Rev. 1/Add. 93 ENSZ-dokumentum, a következő módosításokkal: 1. módosítás, 2. módosítás, 2. módosítás/1. helyesbítés, 3. módosítás és 4. módosítás
(4) E/EGB/324, E/EGB/TRANS/505, Rev. 1/Add. 94 ENSZ-dokumentum, a következő módosításokkal: 1. módosítás, 1. módosítás/1. helyesbítés, 1. helyesbítés, 2. módosítás és 3. módosítás.
MELLÉKLET
Regulation No 94 Uniform provisions concerning the approval of vehicles with regard to the protection of the occupants in the event of a frontal collision
CONTENTS
1. Scope
2. Definitions
3. Application for approval
4. Approval
5. Specifications
6. Instructions for users of vehicles equipped with airbags
7. Modification and extension of approval of the vehicle type
8. Conformity of production
9. Penalties for non-conformity of production
10. Production definitely discontinued
11. Transitional provisions
12. Names and addresses of technical services responsible for conducting approval tests, and of administrative departments
Annexes
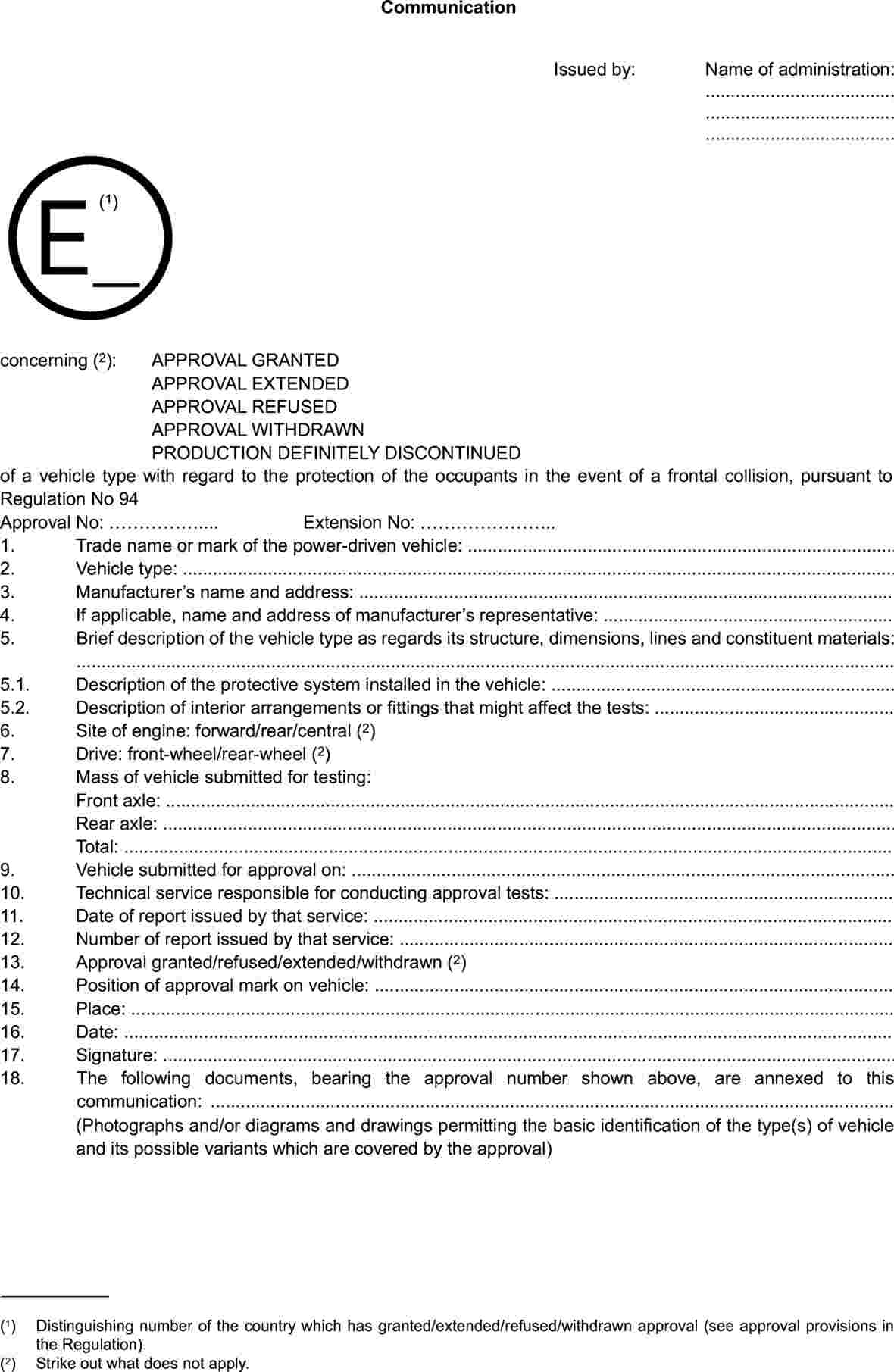
Annex 1 Communication concerning the approval or extension or refusal or withdrawal of approval or production definitely discontinued of a vehicle type with regard to the protection of the occupants in the event of a frontal collision, pursuant to Regulation No 94
Annex 2 Arrangements of the approval mark
Annex 3 Test procedure
Annex 4 Determination of performance criteria
Annex 5 Arrangement and installation of dummies and adjustment of restraint systems
Annex 6 Procedure for determining the ‘H' point and the actual torso angle for seating positions in motor vehicles
Appendix 1 Description of the three-dimensional ‘H' point machine
Appendix 2 Three-dimensional reference system
Appendix 3 Reference data concerning seating positions
Annex 7 Test procedure with trolley
Appendix Equivalence curve - Tolerance band for curve [Kép #1]
Kép #1
Annex 8 Technique of measurement in measurement tests: instrumentation
Annex 9 Definition of the deformable barrier
Annex 10 Certification procedure for the dummy lower leg and foot
1. SCOPE
1.1. This Regulation applies to power-driven vehicles of category M1 (1) of a total permissible mass not exceeding 2,5 tonnes; heavier vehicles may be approved at the request of the manufacturer.
1.2. It shall apply at the request of the manufacturer for the approval of a vehicle type with regard to the protection of the occupants of the front outboard seats in the event of a frontal collision.
2. DEFINITIONS
For the purposes of this Regulation:
2.1. ‘Protective system' means interior fittings and devices intended to restrain the occupants and contribute towards ensuring compliance with the requirements set out in paragraph 5 below;
2.2. ‘Type of protective system' means a category of protective devices which do not differ in such essential respects as:
- their technology;
- their geometry;
- their constituent materials;
2.3. ‘Vehicle width' means the distance between two planes parallel to the longitudinal median plane (of the vehicle) and touching the vehicle on either side of the said plane but excluding the rear-view mirrors, side marker lamps, tyre pressure indicators, direction indicator lamps, position lamps, flexible mudguards and the deflected part of the tyre sidewalls immediately above the point of contact with the ground;
2.4. ‘Overlap' means the percentage of the vehicle width directly in line with the barrier face;
2.5. ‘Deformable barrier face' means a crushable section mounted on the front of a rigid block;
‘Vehicle type' means a category of power-driven vehicles which do not differ in such essential respects as:
2.6.1. the length and width of the vehicle, in so far as they have a negative effect on the results of the impact test prescribed in this Regulation;
2.6.2. the structure, dimensions, lines and materials of the part of the vehicle forward of the transverse plane through the ‘R' point of the driver's seat, in so far as they have a negative effect on the results of the impact test prescribed in this Regulation;
2.6.3. the lines and inside dimensions of the passenger compartment and the type of protective system, in so far as they have a negative effect on the results of the impact test prescribed in this Regulation;
2.6.4. the siting (front, rear or centre) and the orientation (transversal or longitudinal) of the engine;
2.6.5. the unladen mass, in so far as there is a negative effect on the result of the impact test prescribed in this Regulation;
2.6.6. the optional arrangements or fittings provided by the manufacturer, in so far as they have a negative effect on the result of the impact test prescribed in this Regulation;
2.7. ‘Passenger compartment' means the space for occupant accommodation, bounded by the roof, floor, sidewalls, doors, outside glazing and front bulkhead and the plane of the rear compartment bulkhead or the plane of the rear-seat back support;
2.8. ‘"R" point' means a reference point defined for each seat by the manufacturer in relation to the vehicle's structure, as indicated in Annex 6;
2.9. ‘"H" point' means a reference point determined for each seat by the testing service responsible for approval, in accordance with the procedure described in Annex 6;
2.10. ‘unladen kerb mass' means the mass of the vehicle in running order, unoccupied and unladen but complete with fuel, coolant, lubricant, tools and a spare wheel (if these are provided as standard equipment by the vehicle manufacturer);
2.11. ‘airbag' means a device installed to supplement safety belts and restraint systems in power-driven vehicles, i.e. systems which, in the event of a severe impact affecting the vehicle, automatically deploy a flexible structure intended to limit, by compression of the gas contained within it, the gravity of the contacts of one or more parts of the body of an occupant of the vehicle with the interior of the passenger compartment;
2.12. ‘passenger airbag' means an airbag assembly intended to protect occupant(s) in seats other than the driver's in the event of a frontal collision;
2.13. ‘child restraint' means an arrangement of components which may comprise a combination of straps or flexible components with a securing buckle, adjusting devices, attachments, and in some cases a supplementary chair and/or an impact shield, capable of being anchored to a power-driven vehicle. It is so designed as to diminish the risk of injury to the wearer, in the event of a collision or of abrupt deceleration of the vehicle by limiting the mobility of the wearer's body;
2.14. ‘rearward-facing' means facing in the direction opposite to the normal direction of travel of the vehicle.
3. APPLICATION FOR APPROVAL
3.1. The application for approval of a vehicle type with regard to the protection of the occupants of the front seats in the event of a frontal collision shall be submitted by the vehicle manufacturer or by his duly accredited representative.
It shall be accompanied by the undermentioned documents in triplicate and following particulars:
3.2.1. a detailed description of the vehicle type with respect to its structure, dimensions, lines and constituent materials;
3.2.2. photographs, and/or diagrams and drawings of the vehicle showing the vehicle type in front, side and rear elevation and design details of the forward part of the structure;
3.2.3. particulars of the vehicle's unladen kerb mass;
3.2.4. the lines and inside dimensions of the passenger compartment;
3.2.5. a description of the interior fittings and protective systems installed in the vehicle.
3.3. The applicant for approval shall be entitled to present any data and results of tests carried out which make it possible to establish that compliance with the requirements can be achieved with a sufficient degree of confidence.
A vehicle which is representative of the type to be approved shall be submitted to the technical service responsible for conducting the approval tests.
3.4.1. A vehicle not comprising all the components proper to the type may be accepted for test provided that it can be shown that the absence of the components omitted has no detrimental effect on the results of the test in so far as the requirements of this Regulation are concerned.
3.4.2. It shall be the responsibility of the applicant for approval to show that the application of paragraph 3.4.1 is compatible with compliance with the requirements of this Regulation.
4. APPROVAL
If the vehicle type submitted for approval pursuant to this Regulation meets the requirements of this Regulation, approval of that vehicle type shall be granted.
4.1.1. The technical service appointed in accordance with paragraph 10 below shall check whether the required conditions have been satisfied.
4.1.2. In case of doubt, account shall be taken, when verifying the conformity of the vehicle to the requirements of this Regulation, of any data or test results provided by the manufacturer which can be taken into consideration in validating the approval test carried out by the technical service.
4.2. An approval number shall be assigned to each type approved. Its first two digits (at present 01 corresponding to the 01 series of amendments) shall indicate the series of amendments incorporating the most recent major technical amendments made to the Regulation at the time of issue of the approval. The same Contracting Party may not assign the same approval number to another vehicle type.
4.3. Notice of approval or of refusal of approval of a vehicle type pursuant to this Regulation shall be communicated by the Parties to the Agreement which apply this Regulation by means of a form conforming to the model in Annex 1 to this Regulation and photographs and/or diagrams and drawings supplied by the applicant for approval, in a format not exceeding A4 (210 x 297 mm) or folded to that format and on an appropriate scale.
There shall be affixed, conspicuously and in a readily accessible place specified on the approval form, to every vehicle conforming to a vehicle type approved under this Regulation, an international approval mark consisting of:
4.4.1. a circle surrounding the letter ‘E' followed by the distinguishing number of the country which has granted approval (2);
4.4.2. The number of this Regulation, followed by the letter ‘R', a dash and the approval number, to the right of the circle prescribed in paragraph 4.4.1;
4.5. If the vehicle conforms to a vehicle type approved, under one or more other Regulations Annexed to the Agreement, in the country which has granted approval under this Regulation, the symbol prescribed in paragraph 4.4.1 need not be repeated; in such a case the Regulation and approval numbers and the additional symbols of all the Regulations under which approval has been granted in the country which has granted approval under this Regulation shall be placed in vertical columns to the right of the symbol prescribed in paragraph 4.4.1.
4.6. The approval mark shall be clearly legible and be indelible.
4.7. The approval mark shall be placed close to or on the vehicle data plate affixed by the manufacturer.
4.8. Annex 2 to this Regulation gives examples of approval marks.
5. SPECIFICATIONS - General specifications applicable to all tests
5.1.1. The ‘H' point for each seat shall be determined in accordance with the procedure described in Annex 6.
5.1.2. When the protective system for the front seating positions includes belts, the belt components shall meet the requirements of Regulation No 16.
5.1.3. Seating positions where a dummy is installed and the protective system includes belts, shall be provided with anchorage points conforming to Regulation No 14.
Specifications
The test of the vehicle carried out in accordance with the method described in Annex 3 shall be considered satisfactory if all the conditions set out in paragraphs 5.2.1 to 5.2.6 are all satisfied at the same time.
The performance criteria recorded, in accordance with Annex 8, on the dummies in the front outboard seats shall meet the following conditions:
5.2.1.1. the head performance criterion (HPC) shall not exceed 1 000 and the resultant head acceleration shall not exceed 80 g for more than 3 ms. The latter shall be calculated cumulatively, excluding rebound movement of the head;
5.2.1.2. the neck injury criteria (NIC) shall not exceed the values shown in Figures 1 and 2;
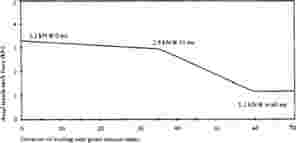
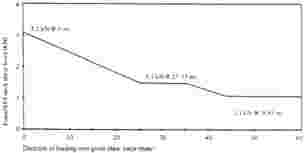
5.2.1.3. the neck bending moment about the y axis shall not exceed 57 Nm in extension (3);
5.2.1.4. the thorax compression criterion (ThCC) shall not exceed 50 mm;
5.2.1.5. the viscous criterion (V * C) for the thorax shall not exceed 1,0 m/s;
5.2.1.6. the femur force criterion (FFC) shall not exceed the force-time performance criterion shown in Figure 3;

5.2.1.7. the tibia compression force criterion (TCFC) shall not exceed 8 kN;
5.2.1.8. the tibia index (TI), measured at the top and bottom of each tibia, shall not exceed 1,3 at either location;
5.2.1.9. the movement of the sliding knee joints shall not exceed 15 mm.
5.2.2. Residual steering wheel displacement, measured at the centre of the steering wheel hub, shall not exceed 80 mm in the upwards vertical direction and 100 mm in the rearward horizontal direction.
5.2.3. During the test no door shall open.
5.2.4. During the test no locking of the locking systems of the front doors shall occur.
After the impact, it shall be possible, without the use of tools, except for those necessary to support the weight of the dummy:
5.2.5.1. to open at least one door, if there is one, per row of seats and, where there is no such door, to move the seats or tilt their backrests as necessary to allow the evacuation of all the occupants; this is, however, only applicable to vehicles having a roof of rigid construction;
5.2.5. 2 to release the dummies from their restraint system which, if locked, shall be capable of being released by a maximum force of 60 N on the centre of the release control;
5.2.5.3. to remove the dummies from the vehicle without adjustment of the seats.
5.2.6. In the case of a vehicle propelled by liquid fuel, no more than slight leakage of liquid from the fuel feed installation shall occur on collision.
5.2.7. If there is continuous leakage of liquid from the fuel-feed installation after the collision, the rate of leakage shall not exceed 30 g/min; if the liquid from the fuel-feed system mixes with liquids from the other systems and the various liquids cannot easily be separated and identified, all the liquids collected shall be taken into account in evaluating the continuous leakage.
6. INSTRUCTIONS FOR USERS OF VEHICLES EQUIPPED WITH AIRBAGS
The vehicle shall carry information to the effect that it is equipped with airbags for seats.
6.1.1. For a vehicle fitted with an airbag assembly intended to protect the driver, this information shall consist of the inscription ‘AIRBAG' located in the interior of the circumference of the steering wheel; this inscription shall be durably affixed and easily visible.
6.1.2. For a vehicle fitted with a passenger airbag intended to protect occupants other than the driver, this information shall consist of the warning label described in paragraph 6.2.
A vehicle fitted with one or more passenger frontal protection airbags shall carry information about the extreme hazard associated with the use of rearward-facing child restraints on seats equipped with airbag assemblies.
6.2.1. As a minimum, this information shall consist of a label containing a pictogram and text warning as indicated below.
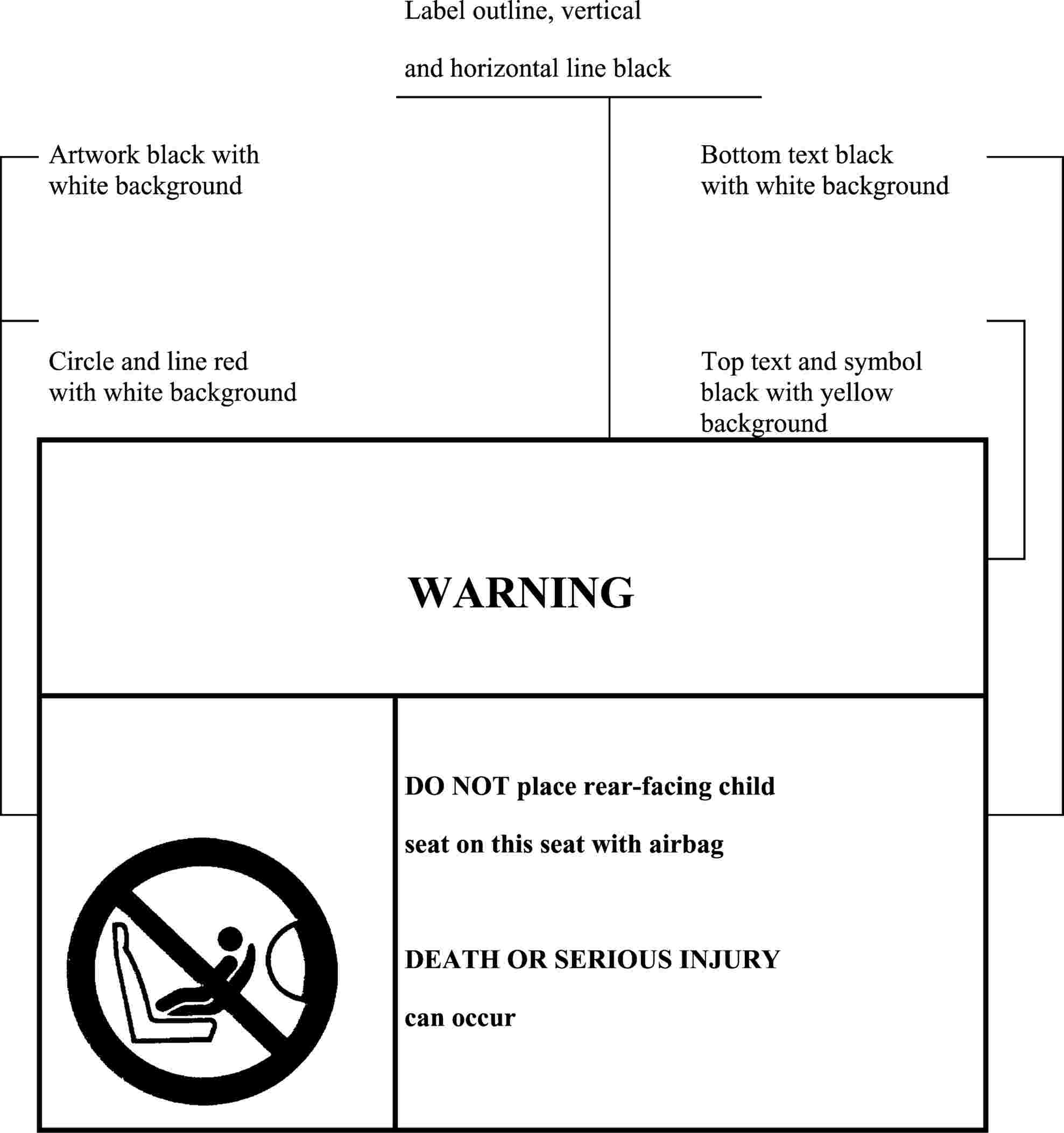
The overall dimensions shall be 120 x 60 mm or the equivalent area, as a minimum.
The label shown above may be adapted in such a way that the layout differs from the example above; however, the text content shall meet the above prescriptions.
6.2.2. At the time of type approval, the label shall be in at least one of the languages of the Contracting Party where the application for approval is submitted. The manufacturer shall declare his responsibility for ensuring the warning is provided at least in one of the languages of the country in which the vehicle is to be sold.
6.2.3. In the case of a frontal protection airbag on the front passenger seat, the warning shall be durably affixed to each face of the passenger front sun visor in such a position that at least one warning on the sun visor is visible at all times, irrespective of the position of the sun visor. Alternatively, one warning shall be on the visible face of the stowed sun visor and a second warning shall be on the roof behind the visor, so, at least one warning is visible all times. The text size must allow the label to be easily read by a normal sighted user seated on the seat concerned.
In the case of a frontal protection airbag for other seats in the vehicle, the warning must be directly ahead of the relevant seat, and clearly visible at all times to someone installing a rear-facing child restraint on that seat. The text size must allow the label to be easily read by a normal sighted user seated on the seat concerned.
This requirement does not apply to those seats equipped with a device which automatically deactivates the frontal protection airbag assembly when any rearward-facing child restraint is installed.
6.2.4. Detailed information, making reference to the warning, shall be contained in the owner's manual of the vehicle; as a minimum, the following text in the official languages of the country where the vehicle is to be registered, must include:
‘Do not use a rearward-facing child restraint on a seat protected by an airbag in front of it'
The text shall be accompanied by an illustration of the warning to be found in the vehicle.
7. MODIFICATION AND EXTENSION OF APPROVAL OF THE VEHICLE TYPE
Any modification affecting the structure, the number of seats, the interior trim or fittings, or the position of the vehicle controls or of mechanical parts which might affect the energy-absorption capability of the front of the vehicle shall be brought to the notice of the administrative department granting approval. The department may then either:
7.1.1. consider that the modifications made are unlikely to have an appreciable adverse effect and that in any case the vehicle still complies with the requirements; or
require the technical service responsible for conducting the tests to carry out a further test, among those described below, according to the nature of the modifications.
7.1.2.1. Any modification of the vehicle affecting the general form of the structure of the vehicle and/or any increase in mass greater than 8 % which in the judgement of the authority would have a marked influence on the results of the tests shall require a repetition of the test as described in Annex 3;
If the modifications concern only the interior fittings, if the mass does not differ by more than 8 % and if the number of front seats initially provided in the vehicle remains the same, the following shall be carried out:
7.1.2.2.1. a simplified test as provided for in Annex 7, and/or,
7.1.2.2.2. a partial test as defined by the technical service in relation to the modifications made.
7.2. Confirmation or refusal of approval, specifying the alterations, shall be communicated by the procedure specified in paragraph 4.3 to the Parties to the Agreement which apply this Regulation.
7.3. The competent authority issuing the extension of approval shall assign a series number for such an extension and inform thereof the other Parties to the 1958 Agreement applying this Regulation by means of a communication form conforming to the model in Annex 1 to this Regulation.
8. CONFORMITY OF PRODUCTION
The conformity of production procedures shall comply with those set out in the Agreement, Appendix 2 (E/ECE/324-E/ECE/TRANS/505/Rev. 2) with the following requirements:
8.1. every vehicle approved under this Regulation shall conform to the vehicle type approved, as regards features contributing to the protection of the occupants of the vehicle in the event of a frontal collision;
8.2. the holder of the approval shall ensure that for each type of vehicle at least the tests concerning the taking of measurements are carried out;
8.3. the authority which has granted type approval may at any time verify the conformity control methods applied in each production facility. The normal frequency of these verifications shall be once every two years.
9. PENALTIES FOR NON-CONFORMITY OF PRODUCTION
9.1. The approval granted in respect of a vehicle type pursuant to this Regulation may be withdrawn if the requirement laid down in paragraph 8.1 is not complied with or if the vehicle or vehicles selected have failed to pass the checks prescribed in paragraph 8.2.
9.2. If a Contracting Party to the Agreement applying this Regulation withdraws an approval it has previously granted, it shall forthwith so notify the other Contracting Parties applying this Regulation, by means of a communication form conforming to the model in Annex 1 to this Regulation.
10. PRODUCTION DEFINITELY DISCONTINUED
If the holder of the approval completely ceases to manufacture the type of vehicle approved in accordance with the Regulation, he shall so inform the authority which granted the approval. Upon receiving the relevant communication that authority shall inform thereof the other Parties to the 1958 Agreement applying this Regulation by means of a communication form conforming to the model in Annex 1 to this Regulation.
11. TRANSITIONAL PROVISION
11.1. As from the official date of entry into force of Supplement 1 to the 01 series of amendments, no Contracting Party applying this Regulation shall refuse to grant ECE approval under this Regulation as amended by Supplement 1 to the 01 series of amendments.
11.2. As from 1 October 2002, Contracting Parties applying this Regulation shall grant ECE approvals only to those types of vehicles which comply with the requirements of this Regulation as amended by Supplement 1 to the 01 series of amendments.
12. NAMES AND ADDRESSES OF TECHNICAL SERVICES RESPONSIBLE FOR CONDUCTING APPROVAL TESTS, AND OF ADMINISTRATIVE DEPARTMENTS
The Contracting Parties to the Agreement applying this Regulation shall communicate to the United Nations secretariat the names and addresses of the technical services responsible for conducting approval tests, of manufacturers authorised to carry out tests and of the administrative departments which grant approval and to which forms certifying approval or refusal or withdrawal of approval, issued in other countries, are to be sent.
ANNEX 1
(maximum format: A4 (210 x 297 mm))
ANNEX 2
Arrangements of the approval mark
MODEL A
(See paragraph 4.4. of this Regulation)
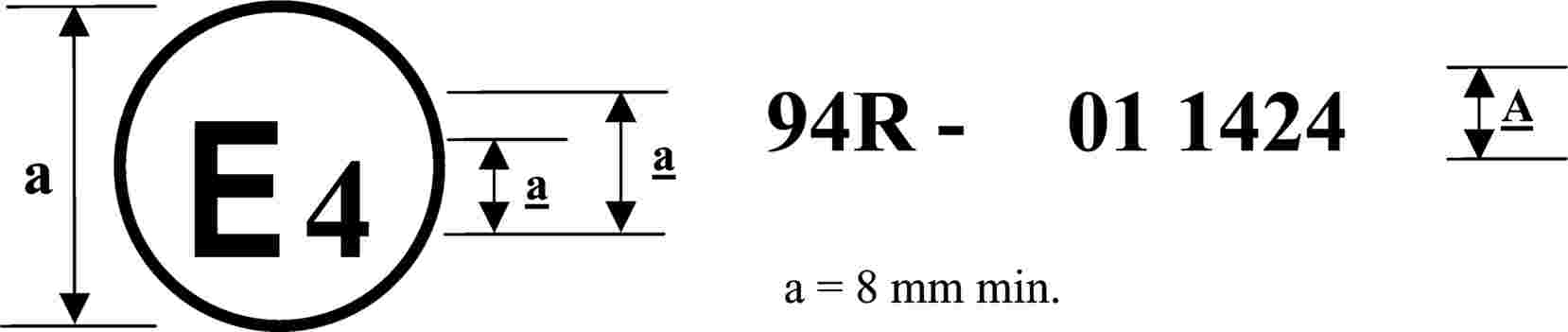
The above approval mark affixed to a vehicle shows that the vehicle type concerned has, with regard to the protection of the occupants in the event of a frontal collision, been approved in the Netherlands (E4) pursuant to Regulation No 94 under approval number 011424. The approval number indicates that the approval was granted in accordance with the requirements of Regulation No 94 as amended by the 01 series of amendments.
MODEL B
(See paragraph 4.5 of this Regulation)
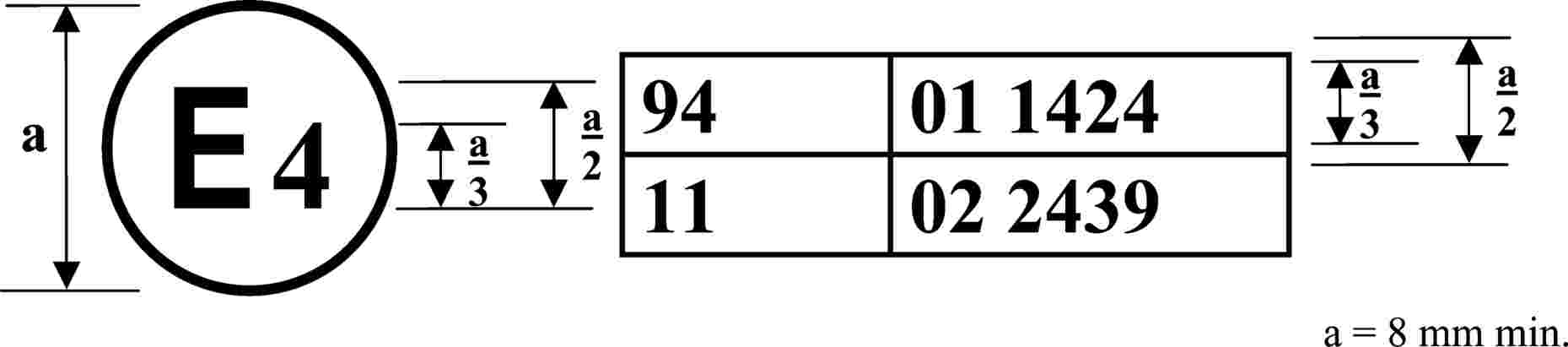
The above approval mark affixed to a vehicle shows that the vehicle type concerned has been approved in the Netherlands (E4) pursuant to Regulations Nos 94 and 11 (4). The first two digits of the approval numbers indicate that, at the dates when the respective approvals were granted, Regulation No 94 incorporated the 01 series of amendments and Regulation No 11 already included the 02 series of amendments.
ANNEX 3
Test procedure
1. INSTALLATION AND PREPARATION OF THE VEHICLE
1.1. Testing ground
The test area shall be large enough to accommodate the run-up track, barrier and technical installations necessary for the test. The last part of the track, for at least 5 m before the barrier, shall be horizontal, flat and smooth.
1.2. Barrier
The front face of the barrier consists of a deformable structure as defined in Annex 9 of this Regulation. The front face of the deformable structure is perpendicular within ± 1° to the direction of travel of the test vehicle. The barrier is secured to a mass of not less than 7 x 104 kg, the front face of which is vertical within ± 1°. The mass is anchored in the ground or placed on the ground with, if necessary, additional arresting devices to restrict its movement.
1.3. Orientation of the barrier
The orientation of the barrier is such that the first contact of the vehicle with the barrier is on the steering-column side. Where there is a choice between carrying out the test with a right-hand or left-hand drive vehicle, the test shall be carried out with the less favourable hand of drive as determined by the technical service responsible for the tests.
1.3.1. Alignment of the vehicle to the barrier
The vehicle shall overlap the barrier face by 40 % ± 20 mm.
1.4. State of vehicle
1.4.1. General specification
The test vehicle shall be representative of the series production, shall include all the equipment normally fitted and shall be in normal running order. Some components may be replaced by equivalent masses where this substitution clearly has no noticeable effect on the results measured under paragraph 6.
1.4.2. Mass of vehicle
1.4.2.1. For the test, the mass of the vehicle submitted shall be the unladen kerb mass.
1.4.2.2. The fuel tank shall be filled with water to mass equal to 90 % of the mass of a full as specified by the manufacturer with a tolerance of ± 1 %.
1.4.2.3. All the other systems (brake, cooling, etc.) may be empty in this case, the mass of the liquids shall be carefully compensated.
1.4.2.4. If the mass of the measuring apparatus on board the vehicle exceeds the 25 kg allowed, it may be compensated by reductions which have no noticeable effect on the results measured under paragraph 6.
1.4.2.5. The mass of the measuring apparatus shall not change each axle reference load by more than 5 %, each variation not exceeding 20 kg.
1.4.2.6. The mass of the vehicle resulting from the provisions of paragraph 1.4.2.1 shall be indicated in the report.
1.4.3. Passenger compartment adjustments
1.4.3.1. Position of steering wheel
The steering wheel, if adjustable, shall be placed in the normal position indicated by the manufacturer or, failing that, midway between the limits of its range(s) of adjustment. At the end of propelled travel, the steering wheel shall be left free, with its spokes in the position which according to the manufacturer corresponds to straight-ahead travel of the vehicle.
1.4.3.2. Glazing
The movable glazing of the vehicle shall be in the closed position. For test measurement purposes and in agreement with the manufacturer, it may be lowered, provided that the position of the operating handle corresponds to the closed position.
1.4.3.3. Gear-change lever
The gear-change lever shall be in the neutral position.
1.4.3.4. Pedals
The pedals shall be in their normal position of rest. If adjustable, they shall be set in their mid position unless another position is specified by the manufacturer.
1.4.3.5. Doors
The doors shall be closed but not locked.
1.4.3.6. Opening roof
If an opening or removable roof is fitted, it shall be in place and in the closed position. For test measurement purposes and in agreement with the manufacturer, it may be open.
1.4.3.7. Sun visor
The sun visors shall be in the stowed position.
1.4.3.8. Rear-view mirror
The interior rear-view mirror shall be in the normal position of use.
1.4.3.9. Armrests
Armrests at the front and rear, if movable, shall be in the lowered position, unless this is prevented by the position of the dummies in the vehicles.
1.4.3.10. Head restraints
Head restraints adjustable for height shall be in their uppermost position.
Seats
1.4.3.11.1. Position of front seats
Seats adjustable longitudinally shall be placed so that their ‘H' point, determined in accordance with the procedure set out in Annex 6 is in the middle position of travel or in the nearest locking position thereto, and at the height position defined by the manufacturer (if independently adjustable for height). In the case of a bench seat, the reference shall be to the ‘H' point of the driver's place.
1.4.3.11.2. Position of the front seat-backs
If adjustable, the seat-backs shall be adjusted so that the resulting inclination of the torso of the dummy is as close as possible to that recommended by the manufacturer for normal use or, in the absence of any particular recommendation by the manufacturer, to 25° towards the rear from the vertical.
1.4.3.11.3. Rear seats
If adjustable, the rear seats or rear bench seats shall be placed in the rearmost position.
2. DUMMIES
2.1. Front seats
2.1.1. A dummy corresponding to the specifications for Hybrid III (5) fitted with a 45° ankle and meeting the specifications for its adjustment shall be installed in each of the front outboard seats in accordance with the conditions set out in Annex 5. The dummy shall be equipped for recording the data necessary to determine the performance criteria with measuring systems corresponding to the specifications in Annex 8. The ankle of the dummy shall be certified in accordance with the procedures in Annex 10.
2.1.2. The car will be tested with restraint systems, as provided by the manufacturer.
3. PROPULSION AND COURSE OF VEHICLE
3.1. The vehicle shall be propelled either by its own engine or by any other propelling device.
3.2. At the moment of impact the vehicle shall no longer be subject to the action of any additional steering or propelling device.
3.3. The course of the vehicle shall be such that it satisfies the requirements of paragraphs 1.2 and 1.3.1.
4. TEST SPEED
Vehicle speed at the moment of impact shall be 56 -0, +1 km/h. However, if the test was performed at a higher impact speed and the vehicle met the requirements, the test shall be considered satisfactory.
5. MEASUREMENTS TO BE MADE ON DUMMY IN FRONT SEATS
5.1. All the measurements necessary for the verification of the performance criteria shall be made with measurement systems corresponding to the specifications of Annex 8.
The different parameters shall be recorded through independent data channels of the following CFC (Channel Frequency Class).
5.2.1. Measurements in the head of the dummy
The acceleration (a) referring to the centre of gravity is calculated from the triaxial components of the acceleration measured with a CFC of 1 000.
5.2.2. Measurements in the neck of the dummy
5.2.2.1. The axial tensile force and the fore/aft shear force at the neck/head interface are measured with a CFC of 1 000.
5.2.2.2. The bending moment about a lateral axis at the neck/head interface are measured with a CFC of 600.
5.2.3. Measurements in the thorax of the dummy
The chest deflection between the sternum and the spine is measured with a CFC of 180.
5.2.4. Measurements in the femur and tibia of the dummy
5.2.4.1. The axial compressive force and the bending moments are measured with a CFC of 600.
5.2.4.2. The displacement of the tibia with respect to the femur is measured at the knee sliding joint with a CFC of 180.
6. MEASUREMENTS TO BE MADE ON THE VEHICLE
6.1. To enable the simplified test described in Annex 7 to be carried out, the deceleration time history of the structure shall be determined on the basis of the value of the longitudinal accelerometers at the base of the ‘B' pillar on the struck side of the vehicle with a CFC of 180 by means of data channels corresponding to the requirements set out in Annex 8;
6.2. The speed time history which will be used in the test procedure described in Annex 7 shall be obtained from the longitudinal accelerometer at the ‘B' pillar on the struck side.
ANNEX 4
Determination of performance criteria
1. HEAD PERFORMANCE CRITERION (HPC)
1.1. This criterion is considered to be satisfied when, during the test, there is no contact between the head and any vehicle component.
If that is not the case, a calculation of the value of HPC is made, on the basis of the acceleration (a), measured according to paragraph 5.2.1 of Annex 3, by the following expression:
in which:
1.2.1. the term ‘a' is the resultant acceleration measured according to paragraph 5.2.1. of Annex 3 and is measured in units of gravity, g (1 g = 9,81 m/s2);
1.2.2. if the beginning of the head contact can be determined satisfactorily, t1 and t2 are the two time instants, expressed in seconds, defining an interval between the beginning of the head contact and the end of the recording for which the value of HPC is maximum;
1.2.3. if the beginning of the head contact cannot be determined, t1 and t2 are the two time instants, expressed in seconds, defining a time interval between the beginning and the end of the recording for which the value of HPC is maximum;
1.2.4. Values of HPC for which the time interval (t1 - t2) is greater than 36 ms are ignored for the purposes of calculating the maximum value.
1.3. The value of the resultant head acceleration during forward impact which is exceeded for 3 ms cumulatively is calculated from the resultant head acceleration measured according to paragraph 5.2.1 of Annex 3.
2. NECK INJURY CRITERIA (NIC)
2.1. These criteria are determined by the compressive axial force, the axial tensile force and the fore/aft shear forces at the head/neck interface, expressed in kN and measured according to paragraph 5.2.2 of Annex 3 and by the duration of these forces expressed in ms.
2.2. The neck bending moment criterion is determined by the bending moment, expressed in Nm, about a lateral axis at the head/neck interface and measured according to paragraph 5.2.2 of Annex 3.
2.3. The neck flexion bending moment, expressed in Nm, shall be recorded.
3. THORAX COMPRESSION CRITERION (ThCC) AND VISCOUS CRITERION (V * C)
3.1. The thorax compression criterion is determined by the absolute value of the thorax deformation, expressed in mm and measured according to paragraph 5.2.3 of Annex 3.
3.2. The viscous criterion (V * C) is calculated as the instantaneous product of the compression and the rate of deflection of the sternum, measured according to paragraph 6 and also paragraph 5.2.3 of Annex 3.
4. FEMUR FORCE CRITERION (FFC)
4.1. This criterion is determined by the compression load expressed in kN, transmitted axially on each femur of the dummy and measured according to paragraph 5.2.4 of Annex 3 and by the duration of the compressive load expressed in ms.
5. TIBIA COMPRESSIVE FORCE CRITERION (TCFC) AND TIBIA INDEX (TI)
5.1. The tibia compressive force criterion is determined by the compressive load (Fz) expressed in kN, transmitted axially on each tibia of the dummy and measured according to paragraph 5.2.4 of Annex 3.
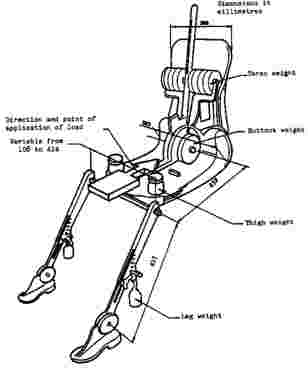
5.2. The tibia index is calculated on the basis of the bending moments (Mx and My) measured according to paragraph 5.1 by the following expression:
where:
Mx = bending moment about the x axis
My = bending moment about the y axis
(Mc)R = critical bending moment and shall be taken to be 225 Nm
Fz = compressive axial force in the z direction
(Fc)z = critical compressive force in the z direction and shall be taken to be 35,9 kN and
MR = [Kép #2] .
Kép #2
The tibia index is calculated for the top and the bottom of each tibia; however, F z may be measured at either location. The value obtained is used for the top and bottom TI calculations. Moments Mx and My are both measured separately at both locations.
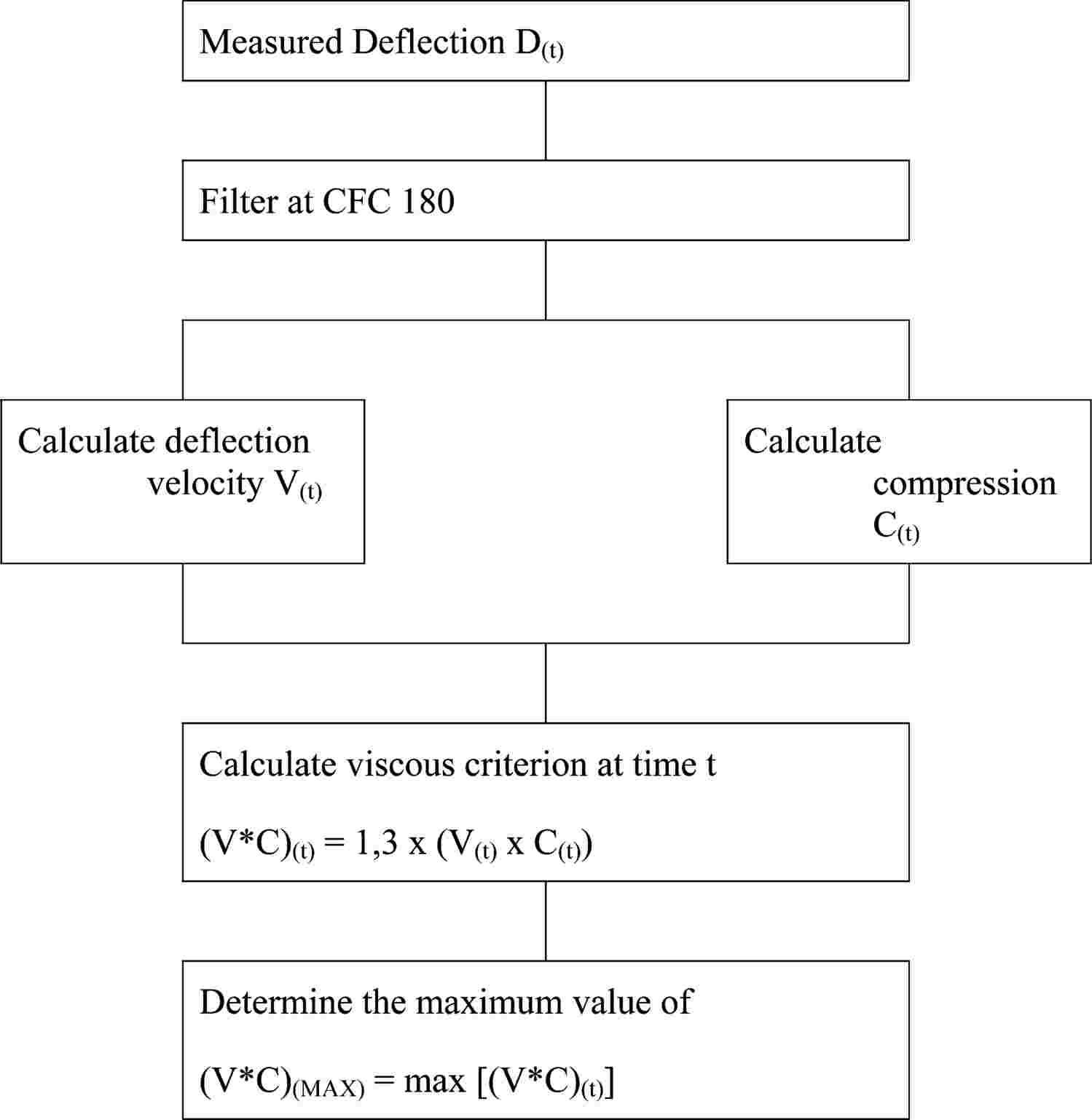
6. PROCEDURE FOR CALCULATING THE VISCOUS CRITERIA (V * C) FOR HYBRID III DUMMY
6.1. The viscous criterion is calculated as the instantaneous product of the compression and the rate of deflection of the sternum. Both are derived from the measurement of sternum deflection.
6.2. The sternum deflection response is filtered once at CFC 180. The compression at time t is calculated from this filtered signal as:
The sternum deflection velocity at time t is calculated from the filtered deflection as:
where D(t) is the deflection at time t in metres and ∂t is the time interval in seconds between the measurements of deflection. The maximum value of ∂t shall be 1,25 x 10-4 seconds. This calculation procedure is shown diagrammatically below:
ANNEX 5
Arrangement and installation of dummies and adjustment of restraint systems
1. ARRANGEMENT OF DUMMIES
1.1. Separate seats
The plane of symmetry of the dummy shall coincide with the vertical median plane of the seat.
1.2. Front bench seat
1.2.1. Driver
The plane of symmetry of the dummy shall lie in the vertical plane passing through the steering wheel centre and parallel to the longitudinal median plane of the vehicle. If the seating position is determined by the shape of the bench, such seat shall be regarded as a separate seat.
1.2.2. Outer passenger
The plane of symmetry of the dummy shall be symmetrical with that of the driver dummy relative to the longitudinal median plane of the vehicle. If the seating position is determined by the shape of the bench, such seat shall be regarded as a separate seat.
1.3. Bench seat for front passengers (not including driver)
The planes of symmetry of the dummy shall coincide with the median planes of the seating positions defined by the manufacturer.
2. INSTALLATION OF DUMMIES
2.1. Head
The transverse instrumentation platform of the head shall be horizontal within 2,5°. To level the head of the test dummy in vehicles with upright seats with non-adjustable backs, the following sequences must be followed. First adjust the position of the ‘H' point within the limits set forth in paragraph 2.4.3.1 to level the transverse instrumentation platform of the head of the test dummy. If the transverse instrumentation platform of the head is still not level, then adjust the pelvic angle of the test dummy within the limits provided in paragraph 2.4.3.2. If the transverse instrumentation platform of the head is still not level, then adjust the neck bracket of the test dummy the minimum amount necessary to ensure that the transverse instrumentation platform of the head is horizontal within 2,5°.
2.2. Arms
2.2.1. The driver's upper arms shall be adjacent to the torso with the centrelines as close to a vertical plane as possible.
2.2.2. The passenger's upper arms shall be in contact with the seat back and the sides of the torso.
2.3. Hands
2.3.1. The palms of the driver test dummy shall be in contact with the outer part of the steering wheel rim at the rim's horizontal centreline. The thumbs shall be over the steering wheel rim and shall be lightly taped to the steering wheel rim so that if the hand of the test dummy is pushed upward by a force of not less than 9 N and not more than 22N, the tape shall release the hand from the steering wheel rim.
2.3.2. The palms of the passenger test dummy shall be in contact with outside of thigh. The little finger shall be in contact with the seat cushion.
2.4. Torso
2.4.1. In vehicles equipped with bench seats, the upper torso of the driver and passenger test dummies shall rest against the seat-back. The mid-sagittal plane of the driver dummy shall be vertical and parallel to the vehicle's longitudinal centreline, and pass through the centre of the steering wheel rim. The mid-sagittal plane of the passenger dummy shall be vertical and parallel to the vehicle's longitudinal centreline and the same distance from the vehicle's longitudinal centreline as the mid-sagittal plane of the driver dummy.
2.4.2. In vehicles equipped with individual seat(s), the upper torso of the driver and passenger test dummies shall rest against the seat back. The mid-sagittal plane of the driver and the passenger dummy shall be vertical and shall coincide with the longitudinal centreline of the individual seat(s).
2.4.3. Lower torso
2.4.3.1. ‘H' point
The ‘H' point of the driver and passenger test dummies shall coincide within 13 mm in the vertical dimension and 13 mm in the horizontal dimension, with a point 6 mm below the position of the ‘H' point determined using the procedure described in Annex 6 except that the length of the lower leg and thigh segments of the ‘H' point machine shall be adjusted to 401 and 414 mm, instead of 417 and 432 mm respectively.
2.4.3.2. Pelvic angle
As determined using the pelvic angle gauge (GM) drawing 78051-532 incorporated by reference in Part 572 which is inserted into the ‘H' point gauging hole of the dummy, the angle measured from the horizontal on the 76,2 mm flat surface of the gauge shall be 22,5° plus or minus 2,5°.
2.5. Legs
The upper legs of the driver and passenger test dummies shall rest against the seat cushion to the extent permitted by placement of the feet. The initial distance between the outboard knee clevis flange surface shall be 270 mm ± 10 mm. To the extent practicable, the left leg of the driver dummy and both legs of the passenger dummy shall be in vertical longitudinal planes. To the extent practicable, the right leg of the driver dummy shall be in a vertical plane. Final adjustment to accommodate placement of feet in accordance with paragraph 2.6 for various passenger compartment configurations is permitted.
2.6. Feet
2.6.1. The right foot of the driver test dummy shall rest on the undepressed accelerator with the rearmost point of the heel on the floor surface in the plane of the pedal. If the foot cannot be placed on the accelerator pedal, it shall be positioned perpendicular to the tibia and placed as far forward as possible in the direction of the centreline of the pedal with the rearmost point of the heel resting on the floor surface. The heel of the left foot shall be placed as far forward as possible and shall rest on the floor pan. The left foot shall be positioned as flat as possible on the toeboard. The longitudinal centreline of the left foot shall be placed as parallel as possible to the longitudinal centreline of the vehicle.
2.6.2. The heels of both feet of the passenger test dummy shall be placed as far forward as possible and shall rest on the floor pan. Both feet shall be positioned as flat as possible on the toeboard. The longitudinal centreline of the feet shall be placed as parallel as possible to the longitudinal centreline of the vehicle.
2.7. The measuring instruments installed shall not in any way affect the movement of the dummy during impact.
2.8. The temperature of the dummies and the system of measuring instruments shall be stabilised before the test and maintained so far as possible within a range between 19 °C and 22 °C.
2.9. Dummy clothing
2.9.1. The instrumented dummies will be clothed in formfitting cotton stretch garments with short sleeves and mid-calf length trousers specified in FMVSS 208, drawings 78051-292 and 293 or their equivalent.
2.9.2. A size 11XW shoe, which meets the configuration size, sole and heel thickness specifications of the US military standard MIL S 13192, revision P and whose weight is 0,57 ± 0,1 kg, shall be placed and fastened on each foot of the test dummies.
3. ADJUSTMENT OF RESTRAINT SYSTEM
With the test dummy at its designated seating position as specified by the appropriate requirements of paragraphs 2.1 through 2.6, place the belt around the test dummy and fasten the latch. Remove all slack from the lap belt. Pull the upper torso webbing out of the retractor and allow it to retract. Repeat this operation four times. Apply a 9 to 18 N tension load to the lap belt. If the belt system is equipped with a tension-relieving device, introduce the maximum amount of slack into the upper torso belt that is recommended by the manufacturer for normal use in the owner's manual for the vehicle. If the belt system is not equipped with a tension-relieving device, allow the excess webbing in the shoulder belt to be retracted by the retractive force of the retractor.
ANNEX 6
Procedure for determining the ‘H' point and the actual torso angle for seating positions in motor vehicles
1. PURPOSE
The procedure described in this Annex is used to establish the ‘H' point location and the actual torso angle for one or several seating positions in a motor vehicle and to verify the relationship of measured data to design specifications given by the vehicle manufacturer (6).
2. DEFINITIONS
For the purposes of this Annex:
‘reference data' means one or several of the following characteristics of a seating position:
2.1.1. the ‘H' point and the ‘R' point and their relationship;
2.1.2. the actual torso angle and the design torso angle and their relationship;
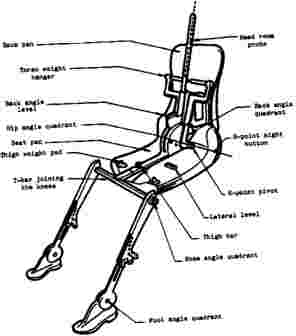
2.2. ‘three-dimensional "H" point machine' (3-D H machine) means the device used for the determination of ‘H' points and actual torso angles. This device is described in Appendix 1 to this Annex;
2.3. ‘"H" point' means the pivot centre of the torso and the thigh of the 3-D H machine installed in the vehicle seat in accordance with paragraph 4. The ‘H' point is located in the centre of the centreline of the device which is between the ‘H' point sight buttons on either side of the 3-D H machine. The ‘H' point corresponds theoretically to the ‘R' point (for tolerances see paragraph 3.2.2). Once determined in accordance with the procedure described in paragraph 4, the ‘H' point is considered fixed in relation to the seat-cushion structure and to move with it when the seat is adjusted;
2.4. ‘"R" point' or ‘seating reference point' means a design point defined by the vehicle manufacturer for each seating position and established with respect to the three-dimensional reference system;
2.5. ‘torso-line' means the centreline of the probe of the 3-D H machine with the probe in the fully rearward position;
2.6. ‘actual torso angle' means the angle measured between a vertical line through the ‘H' point and the torso line using the back angle quadrant on the 3-D H machine. The actual torso angle corresponds theoretically to the design torso angle (for tolerances see paragraph 3.2.2):
2.7. ‘design torso angle' means the angle measures between a vertical line through the ‘R' point and the torso line in a position which corresponds to the design position of the seat-back established by the vehicle manufacturer;
2.8. ‘centreplane of occupant' (C/LO) means the median plane of the 3-D H machine positioned in each designated seating position; it is represented by the coordinate of the ‘H' point on the ‘Y' axis. For individual seats, the centreplane of the seat coincides with the centreplane of the occupant. For other seats, the centreplane of the occupant is specified by the manufacturer;
2.9. ‘three-dimensional reference system' means a system as described in Appendix 2 to this Annex;
2.10. ‘fiducial marks' are physical points (holes, surfaces, marks or indentations) on the vehicle body as defined by the manufacturer;
2.11. ‘vehicle measuring attitude' means the position of the vehicle as defined by the coordinates of fiducial marks in the three-dimensional reference system.
3. REQUIREMENTS
3.1. Data presentation
For each seating position where reference data are required in order to demonstrate compliance with the provisions of the present Regulation, all or an appropriate selection of the following data shall be presented in the form indicated in Appendix 3 to this Annex:
3.1.1. the coordinates of the ‘R' point relative to the three-dimensional reference system;
3.1.2. the design torso angle;
3.1.3. all indications necessary to adjust the seat (if it is adjustable) to the measuring position set out in paragraph 4.3.
3.2. Relationship between measured data and design specifications
3.2.1. The coordinates of the ‘H' point and the value of the actual torso angle obtained by the procedure set out in paragraph 4 shall be compared, respectively, with the coordinates of the ‘R' point and the value of the design torso angle indicated by the vehicle manufacturer.
3.2.2. The relative positions of the ‘R' point and the ‘H' point and the relationship between the design torso angle and the actual torso angle shall be considered satisfactory for the seating position in question if the ‘H' point, as defined by its coordinates, lies within a square of 50 mm side length with horizontal and vertical sides whose diagonals intersect at the ‘R' point, and if the actual torso angle is within 5° of the design torso angle.
3.2.3. If these conditions are met, the ‘R' point and the design torso angle, shall be used to demonstrate compliance with the provisions of this Regulation.
3.2.4. If the ‘H' point or the actual torso angle does not satisfy the requirements of paragraph 3.2.2, the ‘H' point and the actual torso angle shall be determined twice more (three times in all). If the results of two of these three operations satisfy the requirements, the conditions of paragraph 3.2.3 shall apply.
3.2.5. If the results of at least two of the three operations described in paragraph 3.2.4 do not satisfy the requirements of paragraph 3.2.2, or if the verification cannot take place because the vehicle manufacturer has failed to supply information regarding the position of the ‘R' point or regarding the design torso angle, the centroid of the three measured points or the average of the three measured angles shall be used and be regarded as applicable in all cases where the ‘R' point or the design torso angle is referred to in this Regulation.
4. PROCEDURE FOR ‘H' POINT AND ACTUAL TORSO ANGLE DETERMINATION
4.1. The vehicle shall be preconditioned at the manufacturer's discretion, at a temperature of 20 ± 10 °C to ensure that the seat material reached room temperature. If the seat to be checked has never been sat upon, a 70 to 80 kg person or device shall sit on the seat twice for one minute to flex the cushion and back. At the manufacturer's request, all seat assemblies shall remain unloaded for a minimum period of 30 min prior to installation of the 3-D H machine.
4.2. The vehicle shall be at the measuring attitude defined in paragraph 2.11.
4.3. The seat, if it is adjustable, shall be adjusted first to the rearmost normal driving or riding position, as indicated by the vehicle manufacturer, taking into consideration only the longitudinal adjustment of the seat, excluding seat travel used for purposes other than normal driving or riding positions. Where other modes of seat adjustment exist (vertical, angular, seat-back, etc.) these will then be adjusted to the position specified by the vehicle manufacturer. For suspension seats, the vertical position shall be rigidly fixed corresponding to a normal driving position as specified by the manufacturer.
4.4. The area of the seating position contacted by the 3-D H machine shall be covered by a muslin cotton, of sufficient size and appropriate texture, described as a plain cotton fabric having 18,9 threads per cm2 and weighing 0,228 kg/m2 or knitted or non-woven fabric having equivalent characteristics. If the test is run on a seat outside the vehicle, the floor on which the seat is placed shall have the same essential characteristics (7) as the floor of the vehicle in which the seat is intended to be used.
4.5. Place the seat and back assembly of the 3-D H machine so that the centreplane of the occupant (C/LO) coincides with the centreplane of the 3-D H machine. At the manufacturer's request, the 3-D H machine may be moved inboard with respect to the C/LO if the 3-D H machine is located so far outboard that the seat edge will not permit levelling of the 3-D H machine.
4.6. Attach the foot and lower leg assemblies to the seat pan assembly, either individually or by using the T-bar and lower leg assembly. A line through the ‘H' point sight buttons shall be parallel to the ground and perpendicular to the longitudinal centreplane of the seat.
Adjust the feet and leg positions of the 3-D H machine as follows:
designated seating position: driver and outside front passenger:
4.7.1.1. both feet and leg assemblies shall be moved forward in such a way that the feet take up natural positions on the floor, between the operating pedals if necessary. Where possible the left foot shall be located approximately the same distance to the left of the centreplane of the 3-D H machine as the right foot is to the right. The spirit level verifying the transverse orientation of the 3-D H machine is brought to the horizontal by readjustment of the seat pan if necessary, or by adjusting the leg and foot assemblies towards the rear. The line passing through the ‘H' point sight buttons shall be maintained perpendicular to the longitudinal centreplane of the seat;
4.7.1.2. if the left leg cannot be kept parallel to the right leg and the left foot cannot be supported by the structure, move the left foot until it is supported. The alignment of the sight buttons shall be maintained;
4.7.2. designated seating position: outboard rear:
for rear seats or auxiliary seats, the legs are located as specified by the manufacturer. If the feet then rest on parts of the floor which are at different levels, the foot which first comes into contact with the front seat shall serve as a reference and the other foot shall be so arranged that the spirit level giving the transverse orientation of the seat of the device indicates the horizontal;
4.7.3. other designated seating positions:
the general procedure indicated in paragraph 4.7.1 shall be followed except that the feet shall be placed as specified by the vehicle manufacturer.
4.8. Apply lower leg and thigh weights and level the 3-D H machine.
Tilt the back pan forward against the forward stop and draw the 3-D H machine away from the seat-back using the T-bar. Reposition the 3-D H machine on the seat by one of the following methods:
4.9.1. if the 3-D H machine tends to slide rearward, use the following procedure. Allow the 3-D H machine to slide rearward until a forward horizontal restraining load on the T-bar is no longer required, i.e. until the seat pan contacts the seat-back. If necessary, reposition the lower leg;
4.9.2. if the 3-D H machine does not tend to slide rearward, use the following procedure. Slide the 3-D H machine rearwards by applying a horizontal rearward load to the T-bar until the seat pan contacts the seat-back (see Figure 2 of Appendix 1 to this Annex).
4.10. Apply a 100 ± 10 N load to the back and pan assembly of the 3-D H machine at the intersection of the hip angle quadrant and the T-bar housing. The direction of load application shall be maintained along a line passing by the above intersection to a point just above the thigh bar housing (see Figure 2 of Appendix 1 to this Annex). Then carefully return the back pan to the seat-back. Care must be exercised throughout the remainder of the procedure to prevent the 3-D H machine from sliding forward.
4.11. Install the right and left buttock weights and then, alternately, the eight torso weights. Maintain the 3-D H machine level.
4.12. Tilt the back pan forward to release the tension on the seat-back. Rock the 3-D H machine from side to side through a 10° arc (5° to each side of the vertical centreplane) for three complete cycles to release any accumulated friction between the 3-D H machine and the seat.
During the rocking action, the T-bar of the 3-D H machine may tend to diverge from the specified horizontal and vertical alignment. The T-bar must therefore be restrained by applying an appropriate lateral load during the rocking motions. Care shall be exercised in holding the T-bar and rocking the 3-D H machine to ensure that no inadvertent exterior loads are applied in a vertical or fore and aft direction.
The feet of the 3-D H machine are not to be restrained or held during this step. If the feet change position, they should be allowed to remain in that attitude for the moment.
Carefully return the back pan to the seat-back and check the two spirit levels for zero position. If any movement of the feet has occurred during the rocking operation of the 3-D H machine, they must be repositioned as follows:
alternately, lift each foot off the floor the minimum necessary amount until no additional foot movement is obtained. During this lifting, the feet are to be free to rotate; and no forward or lateral loads are to be applied. When each foot is placed back in the down position, the heel is to be in contact with the structure designed for this;
check the lateral spirit level for zero position; if necessary, apply a lateral load to the top of the back pan sufficient to level the 3-D H machine's seat pan on the seat.
4.13. Holding the T-bar to prevent the 3-D H machine from sliding forward on the seat cushion, proceed as follows:
(a) return the back pan to the seat-back;
(b) alternately apply and release a horizontal rearward load, not to exceed 25 N, to the back angle bar at a height approximately at the centre of the torso weights until the hip angle quadrant indicates that a stable position has been reached after load release. Care shall be exercised to ensure that no exterior downward or lateral loads are applied to the 3-D H machine. If another level adjustment of the 3-D H machine is necessary, rotate the back pan forward, re-level, and repeat the procedure from paragraph 4.12.
Take all measurements:
4.14.1. the coordinates of the ‘H' point are measured with respect to the three-dimensional reference system.
4.14.2. the actual torso angle is read at the back angle quadrant of the 3-D H machine with the probe in its fully rearward position.
4.15. If a re-run of the installation of the 3-D H machine is desired, the seat assembly should remain unloaded for a minimum period of 30 min prior to the re-run. The 3-D H machine should not be left loaded on the seat assembly longer than the time required to perform the test.
If the seats in the same row can be regarded as similar (bench seat, identical seats, etc.) only one ‘H' point and one ‘actual torso angle' shall be determined for each row of seats, the 3-D H machine described in Appendix 1 to this Annex being seated in a place regarded as representative for the row. This place shall be:
4.16.1. in the case of the front row, the driver's seat;
4.16.2. in the case of the rear row or rows, an outer seat.
Appendix 1
Description of the three-dimensional ‘H' point machine (8)
(3-D H machine)
1. BACK AND SEAT PANS
The back and seat pans are constructed of reinforced plastic and metal; they simulate the human torso and thigh and are mechanically hinged at the ‘H' point. A quadrant is fastened to the probe hinged at the ‘H' point to measure the actual torso angle. An adjustable thigh bar, attached to the seat pan, establishes the thigh centreline and serves as a baseline for the hip angle quadrant.
2. BODY AND LEG ELEMENTS
Lower leg segments are connected to the seat pan assembly at the T-bar joining the knees, which is a lateral extension of the adjustable thigh bar. Quadrants are incorporated in the lower leg segments to measure knee angles. Shoe and foot assemblies are calibrated to measure the foot angle. Two spirit levels orient the device in space. Body element weights are placed at the corresponding centres of gravity to provide seat penetration equivalent to a 76 kg male. All joints of the 3-D H machine should be checked for free movement without encountering noticeable friction.
Appendix 2
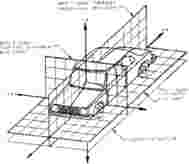
Three-dimensional reference system
1. The three-dimensional reference system is defined by three orthogonal planes established by the vehicle manufacturer (see Figure) (9).
2. The vehicle measuring attitude is established by positioning the vehicle on the supporting surface such that the coordinates of the fiducial marks correspond to the values indicated by the manufacturer.
3. The coordinates of the ‘R' point and the ‘H' point are established in relation to the fiducial marks defined by the vehicle manufacturer.
Appendix 3
Reference data concerning seat positions
1. Coding of reference data
Reference data are listed consecutively for each seating position. Seating positions are identified by a two-digit code. The first digit is an Arabic numeral and designates the row of seats, counting from the front to the rear of the vehicle. The second digit is a capital letter which designates the location of the seating position in a row, as viewed in the direction of forward motion of the vehicle; the following letters shall be used:
L = left
C = centre
R = right
Description of vehicle measuring attitude
2.1. Coordinates of fiducial marks
X ...
Y ...
Z ...
List of reference data
Seating position: ...
3.1.1. Coordinates of ‘R' point
X ...
Y ...
Z ...
3.1.2. Design torso angle: ...
3.1.3. Specifications for seat adjustment (10)
horizontal : ...
vertical : ...
angular : ...
torso angle : ...
Note: List reference data for further seating positions under 3.2, 3.3, etc.
ANNEX 7
Test procedure with trolley
1. TEST INSTALLATION AND PROCEDURE
1.1. Trolley
The trolley shall be so constructed that no permanent deformation appears after the test. It shall be so guided that, during the impact phase, the deviation in the vertical plane does not exceed 5° and 2° in the horizontal plane.
1.2. State of the structure
1.2.1. General
The structure tested shall be representative of the series production of the vehicles concerned. Some components may be replaced or removed where such replacement or removal clearly has no effect on the test results.
1.2.2. Adjustments
Adjustments shall conform to those set out in paragraph 1.4.3 of Annex 3 to this Regulation, taking into account what is stated in paragraph 1.2.1.
1.3. Attachment of the structure
1.3.1. The structure shall be firmly attached to the trolley in such a way that no relative displacement occurs during the test.
1.3.2. The method used to fasten the structure to the trolley shall not have the effect of strengthening the seat anchorages or restraint devices, or of producing any abnormal deformation of the structure.
1.3.3. The attachment device recommended is that whereby the structure rests on supports placed approximately in the axis of the wheels or, if possible, whereby the structure is secured to the trolley by the fastenings of the suspension system.
1.3.4. The angle between the longitudinal axis of the vehicle and the direction of motion of the trolley shall be 0° ± 2°.
1. 4 Dummies
The dummies and their positioning shall conform to the specifications in Annex 3, paragraph 2.
1.5. Measuring apparatus
1.5.1. Deceleration of the structure
The position of the transducers measuring the deceleration of the structure during the impact shall be parallel to the longitudinal axis of the trolley according to the specifications of Annex 8 (CFC 180).
1.5.2. Measurements to be made on the dummies
All the measurements necessary for checking the listed criteria are set out in Annex 3, paragraph 5.
1.6. Deceleration curve of the structure
The deceleration curve of the structure during the impact phase shall be such that the ‘variation of speed in relation to time' curve obtained by integration at no point differs by more than ± 1 m/s from the ‘variation of speed in relation to time' reference curve of the vehicle concerned as defined in the Appendix to this Annex. A displacement with regard to the time axis of the reference curve may be used to obtain the structure velocity inside the corridor.
1.7. Reference curve V = f(t) of the vehicle concerned
This reference curve is obtained by integration of the deceleration curve of the vehicle concerned measured in the frontal collision test against a barrier as provided for in paragraph 6 of Annex 3 to this Regulation.
1.8. Equivalent method
The test may be performed by some other method than that of deceleration of a trolley, provided that such method complies with the requirement concerning the range of variation of speed described in paragraph 1.6.
Appendix
Equivalence curve - tolerance band for curve ΔV = f(t)

ANNEX 8
Technique of measurement in measurement tests: instrumentation
1. DEFINITIONS
1.1. Data channel
A data channel comprises all the instrumentation from a transducer (or multiple transducers whose outputs are combined in some specified way) up to and including any analysis procedures that may alter the frequency content or the amplitude content of data.
1.2. Transducer
The first device in a data channel used to convert a physical quantity to be measured into a second quantity (such as an electrical voltage) which can be processed by the remainder of the channel.
1.3. Channel amplitude class: CAC
The designation for a data channel that meets certain amplitude characteristics as specified in this Annex. The CAC number is numerically equal to the upper limit of the measurement range.
1.4. Characteristic frequencies FH, FL, FN
These frequencies are defined in Figure 1.
1.5. Channels frequency class: CFC
The channel frequency class is designated by a number indicating that the channel frequency response lies within the limits specified in Figure 1. This number and the value of the frequency FH in Hz are numerically equal.
1.6. Sensitivity coefficient
The slope of the straight line representing the best fit to the calibration values determined by the method of least square within the channel amplitude class.
1.7. Calibration factor of a data channel
The mean value of the sensitivity coefficients evaluated over frequencies which are evenly spaced on a logarithmic scale between FL and FH/2.5
1.8. Linearity error
The ratio, in %, of the maximum difference between the calibration value and the corresponding value read on the straight line defined in paragraph 1.6 at the upper limit of the channel amplitude class.
1.9. Cross sensitivity
The ratio of the output signal to the input signal, when an excitation is applied to the transducer perpendicular to the measurement axis. It is expressed as a percentage of the sensitivity along the measurement axis.
1.10. Phase delay time
The phase delay time of a data channel is equal to the phase delay (in radians) of a sinusoidal signal, divided by the angular frequency of that signal (in radians/second).
1.11. Environment
The aggregate, at a given moment, of all external conditions and influences to which the data channel is subjected.
2. PERFORMANCE REQUIREMENTS
2.1. Linearity error
The absolute value of the linearity error of a data channel at any frequency in the CFC, shall be equal to or less than 2.5 % of the value of the CAC, over the whole measurement range.
2.2. Amplitude against frequency
The frequency response of a data channel shall lie within the limiting curves given in Figure 1. The zero dB line is determined by the calibration factor.
2.3. Phase delay time
The phase delay time between the input and the output signals of a data channel shall be determined and shall not vary by more than 1/10 FH seconds between 0,03 FH and FH.
2.4. Time
2.4.1. Time base
A time base shall be recorded and shall at least give 1/100 s with an accuracy of 1 %.
2.4.2. Relative time delay
The relative time delay between the signal of two or more data channels, regardless of their frequency class, must not exceed 1 ms excluding delay caused by phase shift.
Two or more data channels of which the signals are combined shall have the same frequency class and shall not have relative time delay greater than 1/10 FH seconds.
This requirement applies to analogue signals as well as to synchronisation pulses and digital signals.
2.5. Transducer cross sensitivity
The transducer cross sensitivity shall be less than 5 % in any direction.
2.6. Calibration
2.6.1. General
A data channel shall be calibrated at least once a year against reference equipment traceable to known standards. The methods used to carry out a comparison with reference equipment shall not introduce an error greater than 1 % of the CAC. The use of the reference equipment is limited to the frequency range for which they have been calibrated. Subsystems of a data channel may be evaluated individually and the results factored into the accuracy of the total data channel. This can be done for example by an electrical signal of known amplitude simulating the output signal of the transducer which allows a check to be made on the gain factor of the data channel, excluding the transducer.
2.6.2. Accuracy of reference equipment for calibration
The accuracy of the reference equipment shall be certified or endorsed by an official metrology service.
2.6.2.1. Static calibration
2.6.2.1.1. Accelerations
The errors shall be less than ± 1,5 % of the channel amplitude class.
2.6.2.1.2. Forces
The error shall be less than ± 1 % of the channel amplitude class.
2.6.2.1.3. Displacements
The error shall be less than ± 1 % of the channel amplitude class.
2.6.2.2. Dynamic calibration
2.6.2.2.1. Accelerations
The error in the reference accelerations expressed as a percentage of the channel amplitude class shall be less than ± 1,5 % below 400 Hz, less than ± 2 % between 400 Hz and 900 Hz, and less than ± 2,5 % above 900 Hz.
2.6.2.3. Time
The relative error in the reference time shall be less than 10-5.
2.6.3. Sensitivity coefficient and linearity error
The sensitivity coefficient and the linearity error shall be determined by measuring the output signal of the data channel against a known input signal for various values of this signal. The calibration of the data channel shall cover the whole range of the amplitude class.
For bi-directional channels, both the positive and negative values shall be used.
If the calibration equipment cannot produce the required input owing to the excessively high values of the quantity to be measured, calibrations shall be carried out within the limits of the calibration standards and these limits shall be recorded in the test report.
A total data channel shall be calibrated at a frequency or at a spectrum of frequencies having a significant value between FL and (FH/2,5).
2.6.4. Calibration of the frequency response
The response curves of phase and amplitude against frequency shall be determined by measuring the output signals of the data channel in terms of phase and amplitude against a known input signal, for various values of this signal varying between FL and 10 times the CFC or 3 000 Hz, whichever is lower.
2.7. Environmental effects
A regular check shall be made to identify any environmental influence (such as electric or magnetic flux, cable velocity, etc.). This can be done for instance by recording the output of spare channels equipped with dummy transducers. If significant output signals are obtained corrective action shall be taken, for instance by replacement of cables.
2.8. Choice and designation of the data channel
The CAC and CFC define a data channel.
The CAC shall be 1, 2 or 5 to a power of 10.
3. MOUNTING OF TRANSDUCERS
Transducers should be rigidly secured so that their recordings are affected by vibration as little as possible. Any mounting having a lowest resonance frequency equal to at least 5 times the frequency FH of the data channel considered shall be considered valid. Acceleration transducers in particular should be mounted in such a way that the initial angle of the real measurement axis to the corresponding axis of the reference axis system is not greater than 5° unless an analytical or experimental assessment of the effect of the mounting on the collected data is made. When multi-axial accelerations at a point are to be measured, each acceleration transducer axis should pass within 10 mm of that point, and the centre of seismic mass of each accelerometer should be within 30 mm of that point.
4. RECORDING
4.1. Analogue magnetic recorder
Tape speed should be stable to within not more than 0,5 % of the tape speed used. The signal-to-noise ratio of the recorder should not be less than 42 dB at the maximum tape speed. The total harmonic distortion should be less than 3 % and the linearity error should be less than 1 % of the measurement range.
4.2. Digital magnetic recorder
Tape speed should be stable to within not more than 10 % of the tape speed used.
4.3. Paper tape recorder
In case of direct data recording the paper speed in mm/s should be at least 1,5 times the number expressing FH in Hz. In other cases the paper speed should be such that equivalent resolution is obtained.
5. DATA PROCESSING
5.1. Filtering
Filtering corresponding to the frequencies of the data channel class may be carried out during either recording or processing of data. However, before recording, analogical filtering at a higher level than CFC should be effected in order to use at least 50 % of the dynamic range of the recorder and to reduce the risk of high frequencies saturating the recorder or causing aliasing errors in the digitalising process.
5.2. Digitalising
5.2.1. Sampling frequency
The sampling frequency should be equal to at least 8 FH. In the case of analogical recording, when the recording and reading speeds are different, the sampling frequency can be divided by the speed ratio.
5.2.2. Amplitude resolution
The size of digital words should be at least 7 bits and a parity bit.
6. PRESENTATION OF RESULTS
The results should be presented on A4 size paper (ISO/R 216). Results presented as diagrams should have axes scaled with a measurement unit corresponding to a suitable multiple of the chosen unit (for example, 1, 2, 5, 10, 20 millimetres). SI units shall be used, except for vehicle velocity, where km/h may be used, and for accelerations due to impact where g, with g = 9,81 m/s2, may be used.

ANNEX 9
Definition of deformable barrier
1. COMPONENT AND MATERIAL SPECIFICATIONS
The dimensions of the barrier are illustrated in Figure 1 of this Annex. The dimensions of the individual components of the barrier are listed separately below.
1.1. Main honeycomb block
Dimensions:
height : 650 mm (in direction of honeycomb ribbon axis),
width : 1 000 mm,
depth : 450 mm (in direction of honeycomb cell axes),
all above dimensions should allow a tolerance of ± 2,5 mm,
material : Aluminium 3003 (ISO 209, Part 1),
foil thickness : 0,076 mm ± 15 %,
cell size : 19,1 mm ± 20 %,
density : 28,6 kg/m3 ± 20 %,
crush strength : 0,342 MPa +0 % -10 % (11).
1.2. Bumper element
Dimensions:
height : 330 mm (in direction of honeycomb ribbon axis),
width : 1 000 mm,
depth : 90 mm (in direction of honeycomb cell axes),
all above dimensions should allow a tolerance of ± 2,5 mm,
material : Aluminium 3003 (ISO 209, Part 1),
foil thickness : 0,076 mm ± 15 %,
cell size : 6,4 mm ± 20 %,
density : 82,6 kg/m3 ± 20 %,
crush strength : 1,711 MPa +0 % -10 % (11).
1.3. Backing sheet
Dimensions:
height : 800 mm ± 2,5 mm,
width : 1 000 mm ± 2,5 mm,
depth : 2,0 mm ± 0,1 mm.
1.4. Cladding sheet
Dimensions:
length : 1 700 mm ± 2,5 mm,
width : 1 000 mm ± 2,5 mm,
thickness : 0,81 ± 0,07 mm,
material : Aluminium 5251/5052 (ISO 209, Part 1).
1.5. Bumper facing sheet
Dimensions:
height : 330 mm ± 2,5 mm,
width : 1 000 mm ± 2,5 mm,
thickness : 0,81 ± 0,07 mm,
material : Aluminium 5251/5052 (ISO 209, Part 1).
Adhesive: the adhesive to be used throughout should be a two-part polyurethane (such as Ciba-Geigy XB5090/1 resin with XB5304 hardener, or equivalent).
2. ALUMINIUM HONEYCOMB CERTIFICATION
A complete testing procedure for certification of aluminium honeycomb is given in NHTSA TP-214D. The following is a summary of the procedure that should be applied to materials for the frontal impact barrier, these materials having a crush strength of 0,342 MPa and 1,711 MPa respectively.
2.1. Sample locations
To ensure uniformity of crush strength across the whole of the barrier face, eight samples shall be taken from four locations evenly spaced across the honeycomb block. For a block to pass certification, seven of these eight samples shall meet the crush strength requirements of the following sections.
The location of the samples depends on the size of the honeycomb block. First, four samples, each measuring 300 mm x 300 mm x 50 mm thick shall be cut from the block of barrier face material. Please refer to Figure 2 for an illustration of how to locate these sections within the honeycomb block. Each of these larger samples shall be cut into samples for certification testing (150 mm x 150 mm x 50 mm). Certification shall be based on the testing of two samples from each of these four locations. The other two should be made available to the applicant, upon request.
2.2. Sample size
Samples of the following size shall be used for testing:
length : 150 mm ± 6 mm,
width : 150 mm ± 6 mm,
thickness : 50 mm ± 2 mm.
The walls of incomplete cells around the edge of the sample shall be trimmed as follows:
- in the ‘W' direction, the fringes shall be no greater than 1,8 mm (see Figure 3);
- In the ‘L' direction, half the length of one bonded cell wall (in the ribbon direction) shall be left at either end of the specimen (see Figure 3).
2.3. Area measurement
The length of the sample shall be measured in three locations, 12,7 mm from each end and in the middle, and recorded as L1, L2 and L3 (Figure 3). In the same manner, the width shall be measured and recorded as W1, W2 and W3 (Figure 3). These measurements shall be taken on the centreline of the thickness. The crush area shall then be calculated as:
2.4. Crush rate and distance
The sample shall be crushed at a rate of not less than 5,1 mm/min and not more than 7,6 mm/min. The minimum crush distance shall be 16,5 mm.
2.5. Data collection
Force versus deflection data are to be collected in either analogue or digital form for each sample tested. If analogue data are collected then a means of converting this to digital shall be available. All digital data shall be collected at a rate of not less than 5 Hz (5 points per second).
2.6. Crush strength determination
Ignore all data prior to 6,4 mm of crush and after 16,5 mm of crush. Divide the remaining data into three sections or displacement intervals (n = 1, 2, 3) (see Figure 4) as follows:
(1) 06,4 mm - 09,7 mm inclusive,
(2) 09,7 mm - 13,2 mm exclusive,
(3) 13,2 mm - 16,5 mm inclusive.
Find the average for each section as follows:
where m represents the number of data points measured in each of the three intervals. Calculate the crush strength of each section as follows:
2.7. Sample crush strength specification
For a honeycomb sample to pass this certification, the following conditions shall be met:
0,308 MPa ≤ S(n) ≤ 0,342 MPa for 0,342 MPa material,
1,540 MPa ≤ S(n) ≤ 1,711 MPa for 1,711 MPa material,
n = 1, 2, 3.
2.8. Block crush strength specification
Eight samples are to be tested from four locations, evenly spaced across the block. For a block to pass certification, seven of the eight samples shall meet the crush strength specification of the previous section.
3. ADHESIVE BONDING PROCEDURE
3.1. Immediately before bonding, aluminium sheet surfaces to be bonded shall be thoroughly cleaned using a suitable solvent, such as 1-1-1 Trichloroethane. This is to be carried out at least twice or as required to eliminate grease or dirt deposits. The cleaned surfaces shall then be abraded using 120 grit abrasive paper. Metallic/silicon carbide abrasive paper is not to be used. The surfaces shall be thoroughly abraded and the abrasive paper changed regularly during the process to avoid clogging, which may lead to a polishing effect. Following abrading, the surfaces shall be thoroughly cleaned again, as above. In total, the surfaces shall be solvent cleaned at least four times. All dust and deposits left as a result of the abrading process shall be removed, as these will adversely affect bonding.
3.2. The adhesive should be applied to one surface only, using a ribbed rubber roller. In cases where honeycomb is to be bonded to aluminium sheet, the adhesive should be applied to the aluminium sheet only.
A maximum of 0,5 kg/m2 shall be applied evenly over the surface, giving a maximum film thickness of 0,5 mm.
4. CONSTRUCTION
4.1. The main honeycomb block shall be bonded to the backing sheet with adhesive such that the cell axes are perpendicular to the sheet. The cladding shall be bonded to the front surface of the honeycomb block. The top and bottom surfaces of the cladding sheet shall not be bonded to the main honeycomb block but should be positioned closely to it. The cladding sheet shall be adhesively bonded to the backing sheet at the mounting flanges.
4.2. The bumper element shall be adhesively bonded to the front of the cladding sheet such that the cell axes are perpendicular to the sheet. The bottom of the bumper element shall be flush with the bottom surface of the cladding sheet. The bumper facing sheet shall be adhesively bonded to the front of the bumper element.
4.3. The bumper element shall then be divided into three equal sections by means of two horizontal slots. These slots shall be cut through the entire depth of the bumper section and extend the whole width of the bumper. The slots shall be cut using a saw; their width shall be the width of the blade used and shall not exceed 4,0 mm.
4.4. Clearance holes for mounting the barrier are to be drilled in the mounting flanges (shown in Figure 5). The holes shall be of 9,5 mm diameter. Five holes shall be drilled in the top flange at a distance of 40 mm from the top edge of the flange and five in the bottom flange, 40 mm from the bottom edge of that flange. The holes shall be at 100 mm, 300 mm, 500 mm, 700 mm, 900 mm from either edge of the barrier. All holes shall be drilled to ± 1 mm of the nominal distances. These hole locations are a recommendation only. Alternative positions may be used which offer at least the mounting strength and security provided by the above mounting specifications.
5. MOUNTING
5.1. The deformable barrier shall be rigidly fixed to the edge of a mass of not less than 7 x 104 kg or to some structure attached thereto. The attachment of the barrier face shall be such that the vehicle shall not contact any part of the structure more than 75 mm from the top surface of the barrier (excluding the upper flange) during any stage of the impact (12).
The front face of the surface to which the deformable barrier is attached shall be flat and continuous over the height and width of the face and shall be vertical ± 1° and perpendicular ± 1° to the axis of the run-up track. The attachment surface shall not be displaced by more than 10 mm during the test. If necessary, additional anchorage or arresting devices shall be used to prevent displacement of the concrete block. The edge of the deformable barrier shall be aligned with the edge of the concrete block appropriate for the side of the vehicle to be tested.
5.2. The deformable barrier shall be fixed to the concrete block by means of 10 bolts, five in the top mounting flange and five in the bottom. These bolts shall be of at least 8 mm diameter. Steel clamping strips shall be used for both the top and bottom mounting flanges (see Figures 1 and 5). These strips shall be 60 mm high and 1 000 mm wide and have a thickness of at least 3 mm. The edges of the clamping strips should be rounded-off to prevent tearing of the barrier against the strip during impact. The edge of the strip should be located no more than 5 mm above the base of the upper barrier mounting flange, or 5 mm below the top of the lower barrier-mounting flange. Five clearance holes of 9,5 mm diameter must be drilled in both strips to correspond with those in the mounting flange on the barrier (see paragraph 4). The mounting strip and barrier flange holes may be widened from 9,5 mm up to a maximum of 25 mm in order to accommodate differences in back-plate arrangements and/or load cell wall hole configurations. None of the fixtures shall fail in the impact test. In the case where the deformable barrier is mounted on a load cell wall (LCW) it should be noted that the above dimensional requirements for mountings are intended as a minimum. Where a LCW is present, the mounting strips may be extended to accommodate higher mounting holes for the bolts. If the strips are required to be extended, then thicker gauge steel should be used accordingly, such that the barrier does not pull away from the wall, bend or tear during the impact. If an alternative method of mounting the barrier is used, it should be at least as secure as that specified in the above paragraphs.

(Replace the value of ‘50 psi' by ‘0,342 MPa', and the value of ‘250 psi' by ‘1,711 MPa')
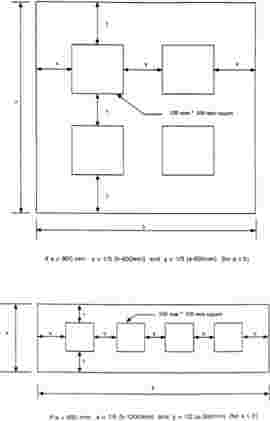
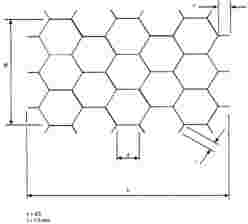
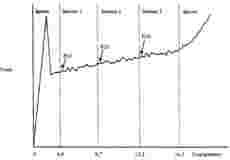
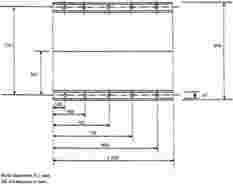
ANNEX 10
Certification of procedure for the dummy lower leg and foot
1. UPPER FOOT IMPACT TEST
1.1. The objective of this test is to measure the response of the Hybrid III foot and ankle to well-defined, hard faced pendulum impacts.
1.2. The complete Hybrid III lower leg assembly, left (86-5001-001) and right (86-5001-002), equipped with the foot and ankle assembly, left (78051-614) and right (78051-615), shall be used, including the knee assembly.
The load cell simulator (78051-319 Rev. A) shall be used to secure the knee assembly (78051-16 Rev B) to the test fixture.
1.3. Test procedure
1.3.1. Each leg assembly shall be maintained (soaked) for four hours prior to the test at a temperature of 22 °C ± 3 °C and a relative humidity of 40 ± 30 %. The soak period shall not include the time required to reach steady state conditions.
1.3.2. Clean the impact surface of the skin and also the impactor face with isopropyl alcohol or equivalent prior to the test. Dust with talc.
1.3.3. Align the impactor accelerometer with its sensitive axis parallel to the direction of impact at contact with the foot.
1.3.4. Mount the leg assembly to the fixture shown in Figure 1. The test fixture shall be rigidly secured to prevent movement during impact. The centreline of the femur load cell simulator (78051-319) shall be vertical with a tolerance of ± 0,5°. Adjust the mount such that the line joining the knee clevis joint and the ankle attachment bolt is horizontal with a tolerance of ± 3°, with the heel resting on two sheets of a flat low friction (PTFE sheet) surface. Ensure that the tibia flesh is located fully towards the knee end of the tibia. Adjust the ankle such that the plane of the underside of the foot is vertical and perpendicular to the direction of impact with a tolerance of ± 3° and such that the mid-sagittal plane of the foot is aligned with the pendulum arm. Adjust the knee joint to 1,5 ± 0,5 g range before each test. Adjust the ankle joint so that it is free and then tighten just sufficiently to keep the foot stable on the PTFE sheet.
1.3.5. The rigid impactor comprises a horizontal cylinder diameter 50 ± 2 mm and a pendulum support arm diameter 19 ± 1 mm (Figure 4). The cylinder has a mass of 1,25 ± 0,02 kg including instrumentation and any part of the support arm within the cylinder. The pendulum arm has a mass of 285 ± 5 g. The mass of any rotating part of the axle to which the support arm is attached should not be greater than 100 g. The length between the central horizontal axis of the impactor cylinder and the axis of rotation of the whole pendulum shall be 1 250 ± 1 mm. The impact cylinder is mounted with its longitudinal axis horizontal and perpendicular to the direction of impact. The pendulum shall impact the underside of the foot, at a distance of 185 ± 2 mm from the base of the heel resting on the rigid horizontal platform, so that the longitudinal centreline of the pendulum arm falls within 1° of a vertical line at impact. The impactor shall be guided to exclude significant lateral, vertical or rotational movement.
1.3.6. Allow a period of at least 30 minutes between successive tests on the same leg.
1.3.7. The data acquisition system, including transducers, shall conform to the specifications for CFC 600, as described in Annex 8.
1.4. Performance specification
1.4.1. When each ball of the foot is impacted at 6,7 (± 0,1) m/s in accordance with paragraph 1.3, the maximum lower tibia bending momentum about the y-axis (My) shall be 120 ± 25 Nm.
2. LOWER FOOT IMPACT TEST WITHOUT SHOE
2.1. The objective of this test is to measure the response of the Hybrid III foot skin and insert to well-defined, hard faced pendulum impacts.
2.2. The complete Hybrid III lower leg assembly, left (86-5001-001) and right (86-5001-002), equipped with the foot and ankle assembly, left (78051-614) and right (78051-615), shall be used, including the knee assembly.
The load cell simulator (78051-319 Rev. A) shall be used to secure the knee assembly (78051-16 Rev. B) to the test fixture.
2.3. Test procedure
2.3.1. Each leg assembly shall be maintained (soaked) for four hours prior to the test at a temperature of 22 ± 3 °C and a relative humidity of 40 ± 30 %. The soak period shall not include the time required to reach steady state conditions.
2.3.2. Clean the impact surface of the skin and also the impactor face with isopropyl alcohol or equivalent prior to the test. Dust with talc. Check that there is no visible damage to the energy absorbing insert to the heel.
2.3.3. Align the impactor accelerometer with its sensitive axis parallel to the impactor longitudinal centre-line.
2.3.4. Mount the leg assembly to the fixture shown in Figure 2. The test fixture shall be rigidly secured to prevent movement during impact. The centre line of the femur load cell simulator (78051-319) shall be vertical with a tolerance of ± 0,5°. Adjust the mount such that the line joining the knee clevis joint and the ankle attachment bolt is horizontal with a tolerance of ± 3° with the heel resting on two sheets of a flat low friction (PTFE sheet) surface. Ensure that the tibia flesh is located fully towards the knee end of the tibia. Adjust the ankle such that the plane of the underside of the foot is vertical and perpendicular to the direction of the impact with a tolerance of ± 3° and such that the mid sagittal plane of the foot is aligned with the pendulum arm. Adjust the knee joint to 1,5 ± 0,5 g range before each test. Adjust the ankle joint so that it is free and then tighten just sufficiently to keep the foot stable on the PTFE sheet.
2.3.5. The rigid impactor comprises a horizontal cylinder diameter 50 ± 2 mm and a pendulum support arm diameter 19 ± 1 mm (Figure 4). The cylinder has a mass of 1,25 ± 0,02 kg including instrumentation and any part of the support arm within the cylinder. The pendulum arm has a mass of 285 ± 5 g. The mass of any rotating part of the axle to which the support arm is attached should not be greater than 100 g. The length between the central horizontal axis of the impactor cylinder and the axis of rotation of the whole pendulum shall be 1 250 ± 1 mm. The impact cylinder is mounted with its longitudinal axis horizontal and perpendicular to the direction of impact. The pendulum shall impact the underside of the foot, at a distance of 62 ± 2 mm from the base of the heel resting on the rigid horizontal platform, so that the longitudinal centre-line of the pendulum arm falls within 1° of a vertical line at impact. The impactor shall be guided to exclude significant lateral, vertical or rotational movement.
2.3.6. Allow a period of at least 30 minutes between successive tests on the same leg.
2.3.7. The data acquisition system, including transducers, shall conform to the specifications for CFC 600, as described in Annex 8.
2.4. Performance specification
2.4.1. When each heel of the foot is impacted at 4,4 ± 0,1 m/s in accordance with paragraph 2.3, the maximum impactor acceleration shall be 295 ± 50 g.
3. LOWER FOOT IMPACT TEST (WITH SHOE)
3.1. The objective of this test is to control the response of the Shoe and Hybrid III heel flesh and ankle joint to well-defined, hard-faced pendulum impacts.
3.2. The complete Hybrid III lower leg assembly, left (86-5001-001) and right (86-5001-002), equipped with the foot and ankle assembly, left (78051-614) and right (78051-615), shall be used, including the knee assembly. The load cell simulator (78051-319 Rev A) shall be used to secure the knee assembly (78051-16 Rev B) to the test fixture. The foot shall be fitted with the shoe specified in Annex 5, paragraph 2.9.2.
3.3. Test procedure
3.3.1. Each leg assembly shall be maintained (soaked) for four hours prior to the test at a temperature of 22 ± 3 °C and a relative humidity of 40 ± 30 %. The soak period shall not include the time required to reach steady state conditions.
3.3.2. Clean the impact surface of the underside of the shoe with a clean cloth and the impactor face with isopropyl alcohol or equivalent prior to the test. Check that there is no visible damage to the energy absorbing insert to the heel.
3.3.3. Align the impactor accelerometer with its sensitive axis parallel to the impactor longitudinal centre-line.
3.3.4. Mount the leg assembly to the fixture shown in Figure 3. The test fixture shall be rigidly secured to prevent movement during impact. The centre-line of the femur load cell simulator (78051-319) shall be vertical with a tolerance of ± 0,5°. Adjust the mount such that the line joining the knee clevis joint and the ankle attachment bolt is horizontal with a tolerance of ± 3°, with the heel of the shoe resting on two sheets of a flat low friction (PTFE sheet) surface. Ensure that the tibia flesh is located fully towards the knee end of the tibia. Adjust the ankle such that a plane in contact with the heel and sole of the underside of the shoe is vertical and perpendicular to the direction of impact with a tolerance of 3° and such that the mid-sagittal plane of the foot, and shoe is aligned with the pendulum arm. Adjust the knee joint to 1,5 ± 0,5 g range before each test. Adjust the ankle joint so that it is free and then tighten just sufficiently to keep the foot stable on the PTFE sheet.
3.3.5. The rigid impactor comprises a horizontal cylinder diameter 50 ± 2 mm and a pendulum support arm diameter 19 ± 1 mm (Figure 4). The cylinder has a mass of 1,25 ± 0,02 kg including instrumentation and any part of the support arm within the cylinder. The pendulum arm has a mass of 285 ± 5 g. The mass of any rotating part of the axle to which the support arm is attached should not be greater than 100 g. The length between the central horizontal axis of the impactor cylinder and the axis of rotation of the whole pendulum shall be 1 250 ± 1 mm. The impact cylinder is mounted with its longitudinal axis horizontal and perpendicular to the direction of impact. The pendulum shall impact the heel of the shoe in a horizontal plane which is a distance of 62 ± 2 mm above the base of the dummy heel when the shoe is resting on the rigid horizontal platform, so that the longitudinal centre-line of the pendulum arm falls within one degree of a vertical line at impact. The impactor shall be guided to exclude significant lateral, vertical or rotational movement.
3.3.6. Allow a period of at least 30 minutes between successive tests on the same leg.
3.3.7. The data acquisition system, including transducers, shall conform to the specifications for CFC 600, as described in Annex 8.
Performance specification
3.4.1. When the heel of the shoe is impacted at 6,7 ±0,1 m/s in accordance with paragraph 3.3, the maximum tibia compressive force (Fz) shall be 3,3 ± 0,5 kN.
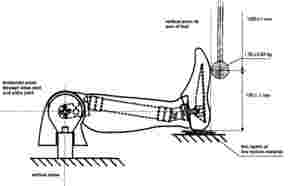
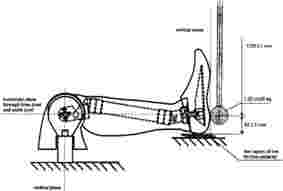
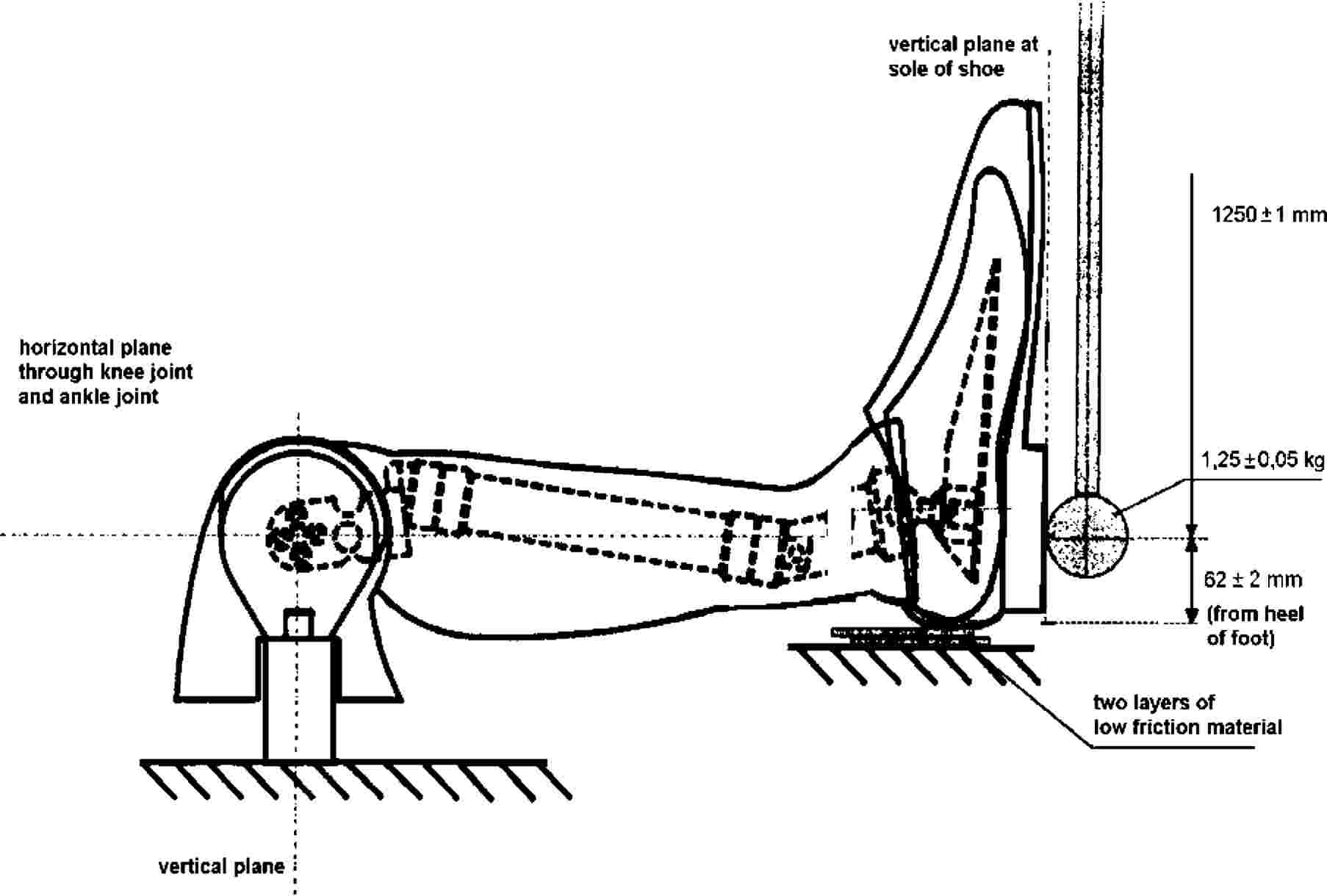
Regulation No 95 Uniform provisions concerning the approval of vehicles with regard to the protection of the occupants in the event of a lateral collision
CONTENTS
Regulation
1. Scope
2. Definitions
3. Application for approval
4. Approval
5. Specifications and tests
6. Modification of the vehicle type
7. Conformity of production
8. Penalties for non-conformity of production
9. Production definitely discontinued
10. Transitional provisions
11. Names and addresses of technical services responsible for conducting approval tests, and of administrative departments
Annexes
Annex 1 Communication concerning the approval or extension or refusal or withdrawal of approval or production definitely discontinued of a vehicle type with regard to protection of occupants in the event of a lateral collision, pursuant to Regulation No 95
Annex 2 Arrangements of the approval mark
Annex 3 Procedure for determining the ‘H' point and the actual torso angle for seating positions in motor vehicles
Appendix 1 Description of the three-dimensional ‘H' point machine (3-D H machine)
Appendix 2 Three-dimensional reference system
Appendix 3 Reference data concerning seating positions
Annex 4 Collision test procedure
Appendix 1 Determination of performance data
Appendix 2 The procedure for calculating the viscous criterion for Eurosid 1
Annex 5 Mobile deformable barrier characteristics
Appendix Examination of the mobile deformable barrier
Annex 6 Technical description of the side impact dummy
Annex 7 Installation of the side impact dummy
Annex 8 Partial test
1. SCOPE
This Regulation applies to the lateral collision behaviour of the structure of the passenger compartment of M1 and N1 categories of vehicles where the ‘R' point of the lowest seat is not more than 700 mm from ground level when the vehicle is in the condition corresponding to the reference mass defined in paragraph 2.10 of this Regulation.
2. DEFINITIONS
For the purposes of this Regulation:
2.1. ‘approval of a vehicle' means the approval of a vehicle type with regard to the behaviour of the structure of the passenger compartment in a lateral collision;
‘vehicle type' means a category of power-riven vehicles which do not differ in such essential respects as:
2.2.1. the length, width and ground clearance of the vehicle, in so far as they have a negative effect on the performance prescribed in this Regulation;
2.2.2. the structure, dimensions, lines and materials of the side walls of the passenger compartment in so far as they have a negative effect on the performance prescribed in this Regulation;
2.2.3. the lines and inside dimensions of the passenger compartment and the type of protective systems, in so far as they have a negative effect on the performance prescribed in this Regulation;
2.2.4. the siting of the engine (front, rear or centre);
2.2.5. the unladen mass, in so far as there is a negative effect on the performance prescribed in this Regulation;
2.2.6. the optional arrangements or interior fittings in so far as they have a negative effect on the performance prescribed in this Regulation;
2.2.7. the type of front seat(s) and position of the ‘R' point in so far as they have a negative effect on the performance prescribed in this Regulation;
2.3. ‘passenger compartment' means the space for occupant accommodation, bounded by the roof, floor, side walls, doors, outside glazing and front bulkhead and the plane of the rear compartment bulkhead or the plane of the rear-eat back support;
‘R point' or ‘seating reference point' means the reference point specified by the vehicle manufacturer which:
2.4.1. has coordinates determined in relation to the vehicle structure;
2.4.2. corresponds to the theoretical position of the point of torso/thighs rotation (‘H' point) for the lowest and most rearward normal driving position or position of use given by the vehicle manufacturer for each seating position specified by him;
2.5. H point' is as established by Annex 3 to this Regulation;
2.6. ‘capacity of the fuel tank' means the fuel tank capacity as specified by the manufacturer of the vehicle;
2.7. ‘transverse plane' means a vertical plane perpendicular to the median longitudinal vertical plane of the vehicle;
2.8. ‘protective system' means devices intended to restrain and/or protect the occupants;
2.9. ‘type of protective system' means a category of protective devices which do not differ in such essential respects as their:
- technology,
- geometry,
- constituent materials;
2.10. ‘reference mass' means the unladen mass of the vehicle increased by a mass of 100 kg (that is the mass of the side impact dummy and its instrumentation);
2.11. ‘unladen mass' means the mass of the vehicle in running order without driver, passengers or load, but with the fuel tank filled to 90 % of its capacity and the usual set of tools and spare wheel on board, where applicable;
2.12. ‘mobile deformable barrier' means the apparatus with which the test vehicle is impacted. It consists of a trolley and an impactor;
2.13. ‘impactor' means a crushable section mounted on the front of mobile deformable barrier;
2.14. ‘trolley' means a wheeled frame free to travel along its longitudinal axis at the point of impact. Its front supports the impactor.
3. APPLICATION FOR APPROVAL
3.1. The application for approval of a vehicle type with regard to the protection of the occupants in the event of a lateral collision shall be submitted by the vehicle manufacturer or by his duly accredited representative.
It shall be accompanied by the undermentioned documents in triplicate and the following particulars:
3.2.1. a detailed description of the vehicle type with respect to its structure, dimensions, lines and constituent materials;
3.2.2. photographs and/or diagrams and drawings of the vehicle showing the vehicle type in front, side and rear elevation and design details of the lateral part of the structure;
3.2.3. particulars of the vehicle's mass as defined by paragraph 2.11 of this Regulation;
3.2.4. the lines and inside dimensions of the passenger compartment;
3.2.5. a description of the relevant side interior fittings and protective systems installed in the vehicle.
3.3. The applicant for approval shall be entitled to present any data and results of tests carried out which make it possible to establish that compliance with the requirements can be achieved on prototype vehicles with a sufficient degree of accuracy.
A vehicle which is representative of the type to be approved shall be submitted to the technical service responsible for conducting the approval tests.
3.4.1. A vehicle not comprising all the components proper to the type may be accepted for tests provided that it can be shown that the absence of the components omitted has no detrimental effect on the performance prescribed in the requirements of this Regulation.
3.4.2. It shall be the responsibility of the applicant for approval to show that the application of paragraph 3.4.1 is in compliance with the requirements of this Regulation.
4. APPROVAL
4.1. If the vehicle type submitted for approval pursuant to this Regulation meets the requirements of paragraph 5, approval of that vehicle type shall be granted.
4.2. In case of doubt, account shall be taken, when verifying the conformity of the vehicle to the requirements of this Regulation, of any data or test results provided by the manufacturer which can be taken into consideration in validating the approval test carried out by the technical service.
4.3. An approval number shall be assigned to each type approved. Its first two digits (at present 01 corresponding to the 01 series of amendments) shall indicate the series of amendments incorporating the most recent major technical amendments made to the Regulation at the time of issue of the approval. The same Contracting Party may not assign the same approval number to another vehicle type.
4.4. Notice of approval or of extension or of refusal of approval of a vehicle type pursuant to this Regulation shall be communicated by the Parties to the Agreement applying this Regulation by means of a form conforming to the model in Annex 1 to this Regulation and photographs and/or diagrams and drawings supplied by the applicant for approval, in a format not exceeding A4 (210 x 297 mm) or folded to that format and on an appropriate scale.
There shall be affixed to every vehicle conforming to a vehicle type approved under this Regulation, conspicuously and in a readily accessible place specified on the approval form, an international approval mark consisting of:
4.5.1. a circle surrounding the letter ‘E' followed by the distinguishing number of the country which has granted approval (13);
4.5.2. the number of this Regulation, followed by the letter ‘R', a dash and the approval number, to the right of the circle prescribed in paragraph 4.5.1.
4.6. If the vehicle conforms to a vehicle type approved, under one or more other Regulations Annexed to the Agreement, in the country which has granted approval under this Regulation, the symbol prescribed in paragraph 4.5.1 need not be repeated; in this case the Regulation and approval numbers and the additional symbols of all the Regulations under which approval has been granted in the country which has granted approval under this Regulation shall be placed in vertical columns to the right of the symbol prescribed in paragraph 4.5.1.
4.7. The approval mark shall be clearly legible and shall be indelible.
4.8. The approval mark shall be placed close to or on the vehicle data plate affixed by the manufacturer.
4.9. Annex 2 to this Regulation gives examples of approval marks.
5. SPECIFICATIONS AND TESTS
The vehicle shall undergo a test in accordance with Annex 4 to this Regulation.
The test will be carried out on the driver's side unless asymmetric side structures, if any, are so different as to affect the performance in a side impact. In that case either of the alternatives in paragraph 5.1.1.1 or 5.1.1.2 may be used by agreement between the manufacturer and test authority.
5.1.1.1. The manufacturer will provide the authority responsible for approval with information regarding the compatibility of performances in comparison with the driver's side when the test is being carried out on that side.
5.1.1.2. The approval authority, if concerned as to the construction of the vehicle, will decide to have the test performed on the side opposite the driver, this being considered the least favourable.
5.1.2. The Technical Service, after consultation with the manufacturer, may require the test to be carried out with the seat in a position other than the one indicated in paragraph 5.5.1 of Annex 4. This position shall be indicated in the test report (14).
5.1.3. The result of this test shall be considered satisfactory if the conditions set out in paragraphs 5.2 and 5.3 are satisfied.
Performance criteria
The performance criteria, as determined for the collision test in accordance with the Appendix to Annex 4 to this Regulation shall meet the following conditions:
5.2.1.1. the head performance criterion (HPC) shall be less than or equal to 1 000; when there is no head contact, then the HPC shall not be measured or calculated but recorded as ‘no head contact';
5.2.1.2. the thorax performance criteria shall be:
(a) rib deflection criterion (RDC) less than or equal to 42 mm;
(b) soft tissue criterion (VC) less or equal to 1,0 m/sec.
For a transitional period of two years after the date specified in paragraph 10.2 of this Regulation the V * C value is not a pass/fail criterion for the approval testing, but this value has to be recorded in the test report and to be collected by the approval authorities. After this transitional period, the VC value of 1,0 m/sec shall apply as a pass/fail criterion unless the Contracting Parties applying this Regulation decide otherwise;
5.2.1.3. the pelvis performance criterion shall be:
pubic symphysis peak force (PSPF) less than or equal to 6 kN;
5.2.1.4. the abdomen performance criterion shall be:
abdominal peak force (APF) less than or equal to 2,5 kN internal force (equivalent to external force of 4,5 kN).
Particular requirements
5.3.1. No door shall open during the test.
After the impact, it shall be possible without the use of tools to:
5.3.2.1. open a sufficient number of doors provided for normal entry and exit of passengers, and if necessary tilt the seat-backs or seats to allow evacuation of all occupants;
5.3.2.2. release the dummy from the protective system;
5.3.2.3. remove the dummy from the vehicle;
5.3.3. no interior device or component shall become detached in such a way as noticeably to increase the risk of injury from sharp projections or jagged edges;
5.3.4. ruptures, resulting from permanent deformation are acceptable, provided these do not increase the risk of injury;
5.3.5. if there is continuous leakage of liquid from the fuel-feed installation after the collision, the rate of leakage shall not exceed 30 g/min; if the liquid from the fuel-feed system mixes with liquids from the other systems and the various liquids cannot easily be separated and identified, all the liquids collected shall be taken into account in evaluating the continuous leakage.
6. MODIFICATION OF THE VEHICLE TYPE
Any modification affecting the structure, the number and type of seats, the interior trim or fittings, or the position of the vehicle controls or of mechanical parts which might affect the energy-absorption capacity of the side of the vehicle, shall be brought to the notice of the administrative department granting approval. The department may then either:
6.1.1. consider that the modifications made are unlikely to have an appreciable adverse effect and that in any case the vehicle still complies with the requirements, or
require a further test report from the technical service responsible for conducting the tests.
6.1.2.1. Any modification of the vehicle affecting the general form of the structure of the vehicle or any variation in the reference mass greater than 8 % which in the judgement of the authority would have a marked influence on the results of the test shall require a repetition of the test as described in Annex 4.
6.1.2.2. If the technical service, after consultation with the vehicle manufacturer, considers that modifications to a vehicle type are insufficient to warrant a complete retest then a partial test may be used. This would be the case if the reference mass is not more than 8 % different from the original vehicle or the number of front seats is unchanged. Variations of seat type or interior fittings need not automatically entail a full retest. An example of the approach to this problem is given in Annex 8.
6.2. Confirmation or refusal of approval, specifying the alteration, shall be communicated by the procedure specified in paragraph 4.4 to the Parties to the Agreement which apply this Regulation.
6.3. The competent authority issuing an extension of approval shall assign a series number to each communication form drawn up for such an extension.
7. CONFORMITY OF PRODUCTION
The conformity of production procedures shall comply with those set out in the Agreement, Appendix 2 (E/ECE/324-E/ECE/TRANS/505/Rev.2), with the following requirements:
7.1. Every vehicle approved under this Regulation shall be so manufactured as to conform to the type approved by meeting the requirements set out in paragraph 5.
7.2. The holder of the approval shall ensure that for each type of vehicle at least the tests concerning the taking of measurements are carried out.
7.3. The authority which has granted type approval may at any time verify the conformity control methods applied in each production facility. The normal frequency of these verifications shall be once every two years.
8. PENALTIES FOR NON-CONFORMITY OF PRODUCTION
8.1. The approval granted in respect of a vehicle type, pursuant to this Regulation, may be withdrawn if the requirement laid down in paragraph 7.1. above is not complied with, or if the vehicle or vehicles selected have failed to pass the checks prescribed in paragraph 7.2.
8.2. If a Contracting Party to the Agreement applying this Regulation withdraws an approval it has previously granted, it shall forthwith so notify the other Contracting Parties applying this Regulation by means of a communication form conforming to the model in Annex 1 to this Regulation.
9. PRODUCTION DEFINITELY DISCONTINUED
If the holder of the approval completely ceases to manufacture a type of vehicle approved in accordance with this Regulation, he shall so inform the authority which granted the approval. Upon receiving the relevant communication that authority shall inform thereof the other Parties to the 1958 Agreement applying this Regulation by means of a communication form conforming to the model in Annex 1 to this Regulation.
10. TRANSITIONAL PROVISIONS
10.1. As from the official date of entry into force of the 02 series of amendments, no Contracting Party applying this Regulation shall refuse to grant ECE approval under this Regulation as amended by the 02 series of amendments.
10.2. As from 12 months after the entry into force of the 02 series of amendments Contracting Parties applying this Regulation shall grant ECE approvals only to those types of vehicles which comply with the requirements of this Regulation as amended by the 02 series of amendments.
10.3. As from 60 months after the entry into service of the 02 series of amendments Contracting Parties applying this Regulation may refuse first national registration (first entry into service) of vehicles which do not meet the requirements of this Regulation as amended by the 02 series of amendments.
11. NAMES AND ADDRESSES OF TECHNICAL SERVICES RESPONSIBLE FOR CONDUCTING APPROVAL TESTS, AND OF ADMINISTRATIVE DEPARTMENTS
The Contracting Parties to the Agreement applying this Regulation shall communicate to the United Nations secretariat the names and addresses of the technical services responsible for conducting approval tests, and of the administrative departments which grant approval and to which forms certifying approval or extension, or refusal or withdrawal of approval, issued in other countries, are to be sent.
ANNEX 1
(Maximum format: A4 (210 x 297 mm))
ANNEX 2
Arrangements of the approval mark
MODEL A
(See paragraph 4.5 of this Regulation)
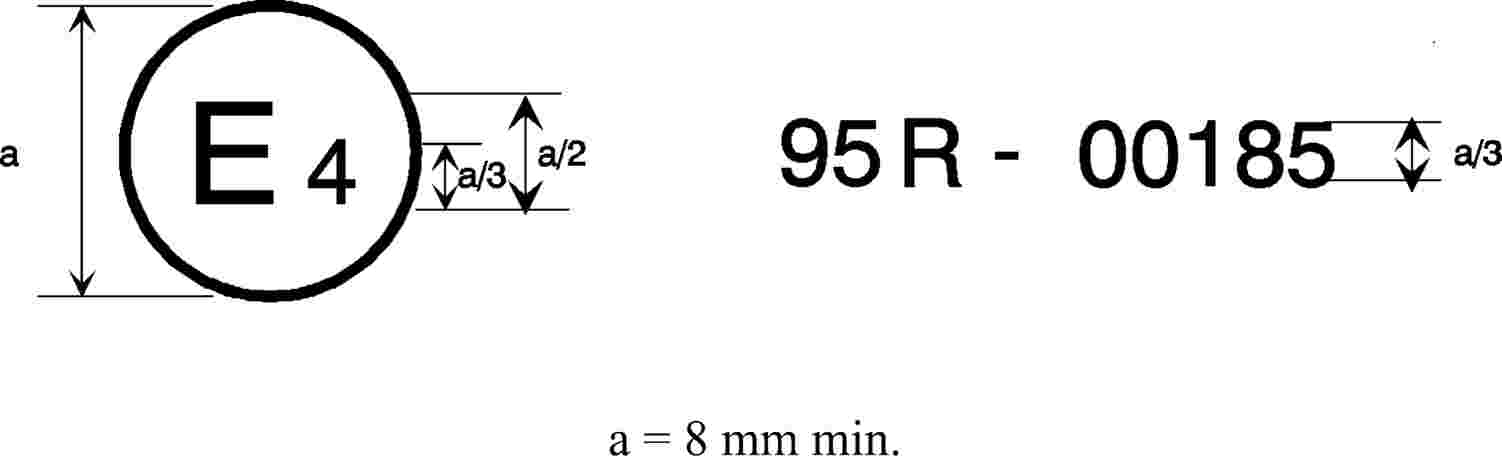
The above approval mark affixed to a vehicle shows that the vehicle type concerned has, with regard to the protection of the occupants in the event of a lateral collision, been approved in the Netherlands (E4) pursuant to Regulation No 95. The first two approval numbers ‘00' indicate that when the approval was granted Regulation No 95 was in its original form.
MODEL B
(See paragraph 4.6 of this Regulation)
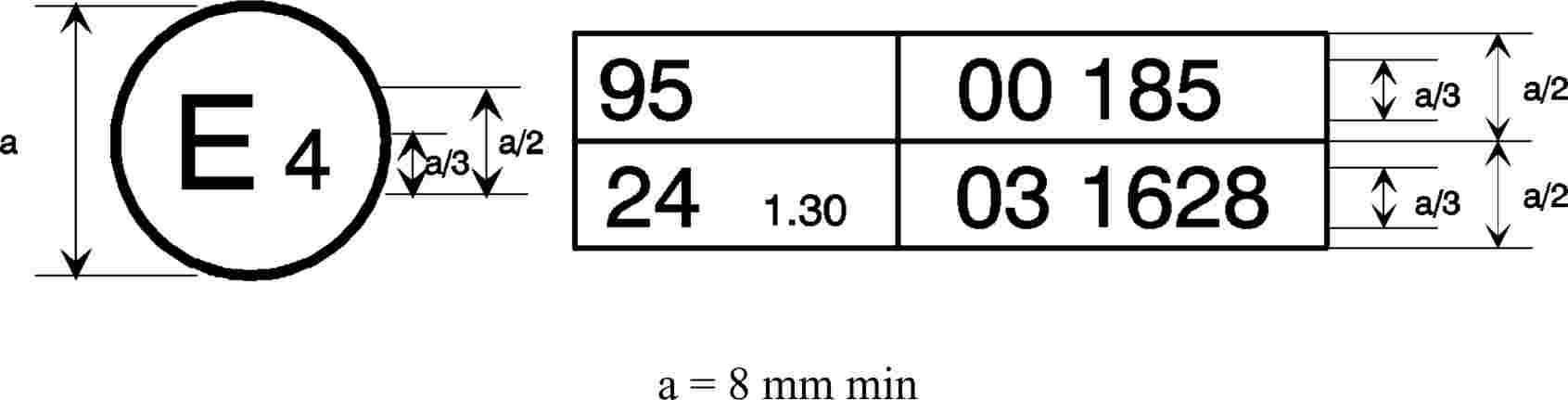
The above approval mark affixed to a vehicle shows that the vehicle type concerned has been approved in the Netherlands (E4) pursuant to Regulations Nos 95 and 24 (15). (In the case of the latter Regulation, the additional symbol which follows the Regulation number indicates that the corrected absorption coefficient is 1,30 m- 1). The first two approval numbers indicate that at the date when the respective approvals were granted Regulation 95 was in its original form and Regulation No 24 incorporated the 03 series of amendments.
ANNEX 3
Procedure for determining the ‘H' point and the actual torso angle for seating positions in motor vehicles
1. PURPOSE
The procedure described in this Annex is used to establish the ‘H' point location and the actual torso angle for one or several seating positions in a motor vehicle and to verify the relationship of measured data to design specifications given by the vehicle manufacturer (16).
2. DEFINITIONS
For the purposes of this Annex:
‘reference data' means one or several of the following characteristics of a seating position:
2.1.1. the ‘H' point and the ‘R' point and their relationship,
2.1.2. the actual torso angle and the design torso angle and their relationship.
2.2. ‘three-dimensional "H" point machine' (3-D H machine) means the device used for the determination of ‘H' points and actual torso angles. This device is described in Appendix 1 to this Annex;
2.3. ‘"H" point' means the pivot centre of the torso and the thigh of the 3-D H machine installed in the vehicle seat in accordance with paragraph 4 below. The ‘H' point is located in the centre of the centreline of the device which is between the ‘H' point sight buttons on either side of the 3-D H machine. The ‘H' point corresponds theoretically to the ‘R' point (for tolerances see paragraph 3.2.2). Once determined in accordance with the procedure described in paragraph 4, the ‘H' point is considered fixed in relation to the seat-cushion structure and to move with it when the seat is adjusted;
2.4. ‘"R" point' or ‘seating reference point' means a design point defined by the vehicle manufacturer for each seating position and established with respect to the three-dimensional reference system;
2.5. ‘torso-line' means the centreline of the probe of the 3-D H machine with the probe in the fully rearward position;
2.6. ‘actual torso angle' means the angle measured between a vertical line through the ‘H' point and the torso line using the back angle quadrant on the 3-D H machine. The actual torso angle corresponds theoretically to the design torso angle (for tolerances see paragraph 3.2.2):
2.7. ‘design torso angle' means the angle measures between a vertical line through the ‘R' point and the torso line in a position which corresponds to the design position of the seat-back established by the vehicle manufacturer;
2.8. ‘centreplane of occupant' (C/LO) means the median plane of the 3-D H machine positioned in each designated seating position; it is represented by the coordinate of the ‘H' point on the ‘Y' axis. For individual seats, the centreplane of the seat coincides with the centreplane of the occupant. For other seats, the centreplane of the occupant is specified by the manufacturer;
2.9. ‘three-dimensional reference system' means a system as described in Appendix 2 to this Annex;
2.10. ‘fiducial marks' are physical points (holes, surfaces, marks or indentations) on the vehicle body as defined by the manufacturer;
2.11. ‘vehicle measuring attitude' means the position of the vehicle as defined by the coordinates of fiducial marks in the three-dimensional reference system.
3. REQUIREMENTS
3.1. Data presentation
For each seating position where reference data are required in order to demonstrate compliance with the provisions of the present Regulation, all or an appropriate selection of the following data shall be presented in the form indicated in Appendix 3 to this Annex:
3.1.1. the coordinates of the ‘R' point relative to the three-dimensional reference system;
3.1.2. the design torso angle;
3.1.3. all indications necessary to adjust the seat (if it is adjustable) to the measuring position set out in paragraph 4.3.
3.2. Relationship between measured data and design specifications
3.2.1. The coordinates of the ‘H' point and the value of the actual torso angle obtained by the procedure set out in paragraph 4 shall be compared, respectively, with the coordinates of the ‘R' point and the value of the design torso angle indicated by the vehicle manufacturer.
3.2.2. The relative positions of the ‘R' point and the ‘H' point and the relationship between the design torso angle and the actual torso angle shall be considered satisfactory for the seating position in question if the ‘H' point, as defined by its coordinates, lies within a square of 50 mm side length with horizontal and vertical sides whose diagonals intersect at the ‘R' point, and if the actual torso angle is within 5° of the design torso angle.
3.2.3. If these conditions are met, the ‘R' point and the design torso angle, shall be used to demonstrate compliance with the provisions of this Regulation.
3.2.4. If the ‘H' point or the actual torso angle does not satisfy the requirements of paragraph 3.2.2, the ‘H' point and the actual torso angle shall be determined twice more (three times in all). If the results of two of these three operations satisfy the requirements, the conditions of paragraph 3.2.3 shall apply.
3.2.5. If the results of at least two of the three operations described in paragraph 3.2.4 do not satisfy the requirements of paragraph 3.2.2, or if the verification cannot take place because the vehicle manufacturer has failed to supply information regarding the position of the ‘R' point or regarding the design torso angle, the centroid of the three measured points or the average of the three measured angles shall be used and be regarded as applicable in all cases where the ‘R' point or the design torso angle is referred to in this Regulation.
4. PROCEDURE FOR ‘H' POINT AND ACTUAL TORSO ANGLE DETERMINATION
4.1. The vehicle shall be preconditioned at the manufacturer's discretion, at a temperature of 20 ± 10 °C to ensure that the seat material reached room temperature. If the seat to be checked has never been sat upon, a 70 to 80 kg person or device shall sit on the seat twice for one minute to flex the cushion and back. At the manufacturer's request, all seat assemblies shall remain unloaded for a minimum period of 30 minutes prior to installation of the 3-D H machine.
4.2. The vehicle shall be at the measuring attitude defined in paragraph 2.11.
4.3. The seat, if it is adjustable, shall be adjusted first to the rearmost normal driving or riding position, as indicated by the vehicle manufacturer, taking into consideration only the longitudinal adjustment of the seat, excluding seat travel used for purposes other than normal driving or riding positions. Where other modes of seat adjustment exist (vertical, angular, seat-back, etc.) these will then be adjusted to the position specified by the vehicle manufacturer. For suspension seats, the vertical position shall be rigidly fixed corresponding to a normal driving position as specified by the manufacturer.
4.4. The area of the seating position contacted by the 3-D H machine shall be covered by a muslin cotton, of sufficient size and appropriate texture, described as a plain cotton fabric having 18.9 threads per cm2 and weighing 0.228 kg/m2 or knitted or non-woven fabric having equivalent characteristics. If the test is run on a seat outside the vehicle, the floor on which the seat is placed shall have the same essential characteristics (17) as the floor of the vehicle in which the seat is intended to be used.
4.5. Place the seat and back assembly of the 3-D H machine so that the centreplane of the occupant (C/LO) coincides with the centreplane of the 3-D H machine. At the manufacturer's request, the 3-D H machine may be moved inboard with respect to the C/LO if the 3-D H machine is located so far outboard that the seat edge will not permit levelling of the 3-D H machine.
4.6. Attach the foot and lower leg assemblies to the seat pan assembly, either individually or by using the T-bar and lower leg assembly. A line through the ‘H' point sight buttons shall be parallel to the ground and perpendicular to the longitudinal centreplane of the seat.
Adjust the feet and leg positions of the 3-D H machine as follows:
Designated seating position: driver and outside front passenger
4.7.1.1. Both feet and leg assemblies shall be moved forward in such a way that the feet take up natural positions on the floor, between the operating pedals if necessary. Where possible the left foot shall be located approximately the same distance to the left of the centreplane of the 3-D H machine as the right foot is to the right. The spirit level verifying the transverse orientation of the 3-D H machine is brought to the horizontal by readjustment of the seat pan if necessary, or by adjusting the leg and foot assemblies towards the rear. The line passing through the ‘H' point sight buttons shall be maintained perpendicular to the longitudinal centreplane of the seat.
4.7.1.2. If the left leg cannot be kept parallel to the right leg and the left foot cannot be supported by the structure, move the left foot until it is supported. The alignment of the sight buttons shall be maintained.
4.7.2. Designated seating position: outboard rear
For rear seats or auxiliary seats, the legs are located as specified by the manufacturer. If the feet then rest on parts of the floor which are at different levels, the foot which first comes into contact with the front seat shall serve as a reference and the other foot shall be so arranged that the spirit level giving the transverse orientation of the seat of the device indicates the horizontal.
4.7.3. Other designated seating positions:
The general procedure indicated in paragraph 4.7.1 shall be followed except that the feet shall be placed as specified by the vehicle manufacturer.
4.8. Apply lower leg and thigh weights and level the 3-D H machine.
Tilt the back pan forward against the forward stop and draw the 3-D H machine away from the seat-back using the T-bar. Reposition the 3-D H machine on the seat by one of the following methods:
4.9.1. If the 3-D H machine tends to slide rearward, use the following procedure. Allow the 3-D H machine to slide rearward until a forward horizontal restraining load on the T-bar is no longer required i.e. until the seat pan contacts the seat-back. If necessary, reposition the lower leg.
4.9.2. If the 3-D H machine does not tend to slide rearward, use the following procedure. Slide the 3-D H machine rearwards by applying a horizontal rearward load to the T-bar until the seat pan contacts the seat-back (see Figure 2 of Appendix 1 to this Annex).
4.10. Apply a 100 ± 10 N load to the back and pan assembly of the 3-D H machine at the intersection of the hip angle quadrant and the T-bar housing. The direction of load application shall be maintained along a line passing by the above intersection to a point just above the thigh bar housing (see Figure 2 of Appendix 1 to this Annex). Then carefully return the back pan to the seat-back. Care must be exercised throughout the remainder of the procedure to prevent the 3-D H machine from sliding forward.
4.11. Install the right and left buttock weights and then, alternately, the eight torso weights.
Maintain the 3-D H machine level.
4.12. Tilt the back pan forward to release the tension on the seat-back. Rock the 3-D H machine from side to side through a 10° arc (5° to each side of the vertical centreplane) for three complete cycles to release any accumulated friction between the 3-D H machine and the seat.
During the rocking action, the T-bar of the 3-D H machine may tend to diverge from the specified horizontal and vertical alignment. The T-bar must therefore be restrained by applying an appropriate lateral load during the rocking motions. Care shall be exercised in holding the T-bar and rocking the 3-D H machine to ensure that no inadvertent exterior loads are applied in a vertical or fore and aft direction.
The feet of the 3-D H machine are not to be restrained or held during this step. If the feet change position, they should be allowed to remain in that attitude for the moment.
Carefully return the back pan to the seat-back and check the two spirits levels for zero position. If any movement of the feet has occurred during the rocking operation of the 3-D H machine, they must be repositioned as follows:
Alternately, lift each foot off the floor the minimum necessary amount until no additional foot movement is obtained. During this lifting, the feet are to be free to rotate; and no forward or lateral loads are to be applied. When each foot is placed back in the down position, the heel is to be in contact with the structure designed for this.
Check the lateral spirit level for zero position; if necessary, apply a lateral load to the top of the back pan sufficient to level the 3-D H machine's seat pan on the seat.
4.13. Holding the T-bar to prevent the 3-D H machine from sliding forward on the seat cushion, proceed as follows:
(a) return the back pan to the seat-back;
(b) alternately apply and release a horizontal rearward load, not to exceed 25 N, to the back angle bar at a height approximately at the centre of the torso weights until the hip angle quadrant indicates that a stable position has been reached after load release. Care shall be exercised to ensure that no exterior downward or lateral loads are applied to the 3-D H machine. If another level adjustment of the 3-D H machine is necessary, rotate the back pan forward, re-level, and repeat the procedure from paragraph 4.12.
Take all measurements:
4.14.1. The coordinates of the ‘H' point are measured with respect to the three-dimensional reference system.
4.14.2. The actual torso angle is read at the back angle quadrant of the 3-D H machine with the probe in its fully rearward position.
4.15. If a re-run of the installation of the 3-D H machine is desired, the seat assembly should remain unloaded for a minimum period of 30 min prior to the re-run. The 3-D H machine should not be left loaded on the seat assembly longer than the time required to perform the test.
If the seats in the same row can be regarded as similar (bench seat, identical seats, etc.) only one ‘H' point and one ‘actual torso angle' shall be determined for each row of seats, the 3-D H machine described in Appendix 1 to this Annex being seated in a place regarded as representative for the row. This place shall be:
4.16.1. in the case of the front row, the driver's seat;
4.16.2. in the case of the rear row or rows, an outer seat.
Appendix 1
Description of the three-dimensional ‘H' point machine (18)
(3-D H machine)
1. BACK AND SEAT PANS
The back and seat pans are constructed of reinforced plastic and metal; they simulate the human torso and thigh and are mechanically hinged at the ‘H' point. A quadrant is fastened to the probe hinged at the ‘H' point to measure the actual torso angle. An adjustable thigh bar, attached to the seat pan, establishes the thigh centreline and serves as a baseline for the hip angle quadrant.
2. BODY AND LEG ELEMENTS
Lower leg segments are connected to the seat pan assembly at the T-bar joining the knees, which is a lateral extension of the adjustable thigh bar. Quadrants are incorporated in the lower leg segments to measure knee angles. Shoe and foot assemblies are calibrated to measure the foot angle. Two spirit levels orient the device in space. Body element weights are placed at the corresponding centres of gravity to provide seat penetration equivalent to a 76 kg male. All joints of the 3-D H machine should be checked for free movement without encountering noticeable friction.
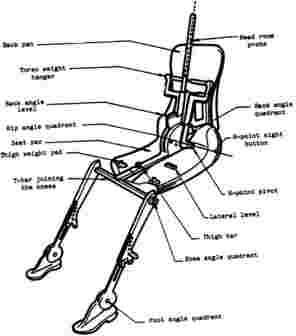
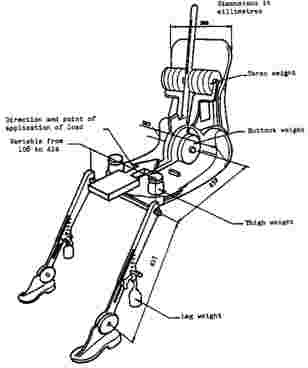
Appendix 2
Three-dimensional reference system
1. The three-dimensional reference system is defined by three orthogonal planes established by the vehicle manufacturer (19).
2. The vehicle measuring attitude is established by positioning the vehicle on the supporting surface such that the coordinates of the fiducial marks correspond to the values indicated by the manufacturer.
3. The coordinates of the ‘R' point and the ‘H' point are established in relation to the fiducial marks defined by the vehicle manufacturer.
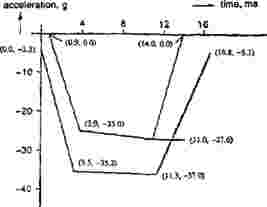
Appendix 3
Reference data concerning seating positions
1. Coding of reference data
Reference data are listed consecutively for each seating position. Seating positions are identified by a two-digit code. The first digit is an Arabic numeral and designates the row of seats, counting from the front to the rear of the vehicle. The second digit is a capital letter which designates the location of the seating position in a row, as viewed in the direction of forward motion of the vehicle; the following letters shall be used:
L = left
C = centre
R = right
Description of vehicle measuring attitude
2.1. Coordinates of fiducial marks
X ...
Y ...
Z ...
List of reference data
Seating position: ...
3.1.1. Coordinates of ‘R' point
X ...
Y ...
Z ...
3.1.2. Design torso angle: ...
3.1.3. Specifications for seat adjustment (20)
horizontal : ...
vertical : ...
angular : ...
torso angle : ...
Note: List reference data for further seating positions under 3.2, 3.3, etc.
ANNEX 4
Collision test procedure
1. INSTALLATIONS
1.1. Testing ground
The test area shall be large enough to accommodate the mobile deformable barrier propulsion system and to permit after-impact displacement of the vehicle impacted and installation of the test equipment. The part in which vehicle impact and displacement occur shall be horizontal, flat and uncontaminated, and representative of a normal, dry, uncontaminated road surface.
2. TEST CONDITIONS
2.1. The vehicle to be tested shall be stationary.
2.2. The mobile deformable barrier shall have the characteristics set out in Annex 5 to this Regulation. Requirements for the examination are given in the Appendix to Annex 5. The mobile deformable barrier shall be equipped with a suitable device to prevent a second impact on the struck vehicle.
2.3. The trajectory of the mobile deformable barrier longitudinal median vertical plane shall be perpendicular to the longitudinal median vertical plane of the impacted vehicle.
2.4. The longitudinal vertical median plane of the mobile deformable barrier shall be coincident within ± 25 mm with a transverse vertical plane passing through the ‘R' point of the front seat adjacent to the struck side of the tested vehicle. The horizontal median plane limited by the external lateral vertical planes of the front face shall be at the moment of impact within two planes determined before the test and situated 25 mm above and below the previously defined plane.
2.5. Instrumentation shall comply with ISO 6487:1987 unless otherwise specified in this Regulation.
2.6. The stabilised temperature of the test dummy at the time of the side impact test shall be 22 ± 4 °C.
3. TEST SPEED
The mobile deformable barrier speed at the moment of impact shall be 50 ± 1 km/h. This speed shall be stabilised at least 0,5 m before impact. Accuracy of measurement: 1 %. However, if the test was performed at a higher impact speed and the vehicle met the requirements, the test shall be considered satisfactory.
4. STATE OF THE VEHICLE
4.1. General specification
The test vehicle shall be representative of the series production, shall include all the equipment normally fitted and shall be in normal running order. Some components may be omitted or replaced by equivalent masses where this omission or substitution clearly has no effect on the results of the test.
4.2. Vehicle equipment specification
The test vehicle shall have all the optional arrangements or fittings likely to influence the results of the test.
4.3. Mass of the vehicle
4.3.1. The vehicle to be tested shall have the reference mass as defined in paragraph 2.10 of this Regulation. The mass of the vehicle shall be adjusted to ± 1 % of the reference mass.
4.3.2. The fuel tank shall be filled with water to a mass equal to 90 % of the mass of a full load of fuel as specified by the manufacturer.
4.3.3. All the other systems (brake, cooling, etc.) may be empty; in this case, the mass of the liquids shall be offset.
4.3.4. If the mass of the measuring apparatus on board of the vehicle exceeds the 25 kg allowed, it may be offset by reductions which have no noticeable effect on the results of the test.
4.3.5. The mass of the measuring apparatus shall not change each axle reference load by more than 5 %, each variation not exceeding 20 kg.
5. PREPARATION OF THE VEHICLE
5.1. The side windows at least on the struck side shall be closed.
5.2. The doors shall be closed, but not locked.
5.3. The transmission shall be placed in neutral and the parking brake disengaged.
5.4. The comfort adjustments of the seats, if any, shall be adjusted to the position specified by the vehicle manufacturer.
The seat containing the dummy, and its elements, if adjustable, shall be adjusted as follows:
5.5.1. the longitudinal adjustment device shall be placed with the locking device engaged in the position that is nearest to midway between the foremost and rearmost positions; if this position is between two notches, the rearmost notch shall be used;
5.5.2. the head restraint shall be adjusted such that its top surface is level with the centre of gravity of the dummy's head; if this is not possible, the head restraint shall be in the uppermost position;
5.5.3. unless otherwise specified by the manufacturer, the seat-back shall be set such that the torso reference line of the three-dimensional H point machine is set at an angle of 25 ± 1° towards the rear;
5.5.4. all other seat adjustments shall be at the mid-point of available travel; however, height adjustment shall be at the position corresponding to the fixed seat, if the vehicle type is available with adjustable and fixed seats. If locking positions are not available at the respective mid-points of travel, the positions immediately rearward, down, or outboard of the mid-points shall be used. For rotational adjustments (tilt), rearward will be the adjustment direction which moves the head of the dummy rearwards. If the dummy protrudes outside the normal passenger volume, e.g. head into roof lining, then 1 cm clearance will be provided using: secondary adjustments, seat-back angle, or fore-aft adjustment in that order.
5.6. Unless otherwise specified by the manufacturer, the other front seats shall, if possible, be adjusted to the same position as the seat containing the dummy.
5.7. If the steering wheel is adjustable, all adjustments are positioned to their mid-travel locations.
5.8. Tyres shall be inflated to the pressure specified by the vehicle manufacturer.
5.9. The test vehicle shall be set horizontal about its roll axis and maintained by supports in that position until the side impact dummy is in place and after all preparatory work is complete.
5.10. The vehicle shall be at its normal attitude corresponding to the conditions set out in paragraph 4.3. Vehicles with suspension enabling their ground clearance to be adjusted shall be tested under the normal conditions of use at 50 km/h as defined by the vehicle manufacturer. This shall be assured by means of additional supports, if necessary, but such supports shall have no influence on the crash behaviour of the test vehicle during the impact.
6. SIDE IMPACT DUMMY AND ITS INSTALLATION
6.1. The side impact dummy shall comply with the specifications given in Annex 6 and be installed in the front seat on the impact side according to the procedure given in Annex 7 to this Regulation.
6.2. The safety-belts or other restraint systems, which are specified for the vehicle, shall be used. Belts should be of an approved type, conforming to Regulation No 16 or to other equivalent requirements and mounted on anchorages conforming to Regulation No 14 or to other equivalent requirements.
6.3. The safety-belt or restraint system shall be adjusted to fit the dummy in accordance with the manufacturer's instructions; if there are no manufacturer's instructions, the height adjustment shall be set at middle position; if this position is not available, the position immediately below shall be used.
7. MEASUREMENTS TO BE MADE ON THE SIDE IMPACT DUMMY
The readings of the following measuring devices are to be recorded.
7.1.1. Measurements in the head of the dummy
The resultant triaxial acceleration referring to the head centre of gravity. The head channel instrumentation shall comply with ISO 6487:1987 with: CFC: 1 000 Hz, and CAC: 150 g
7.1.2. Measurements in the thorax of the dummy
The three thorax rib deflection channels shall comply with ISO 6487:1987, CFC: 1 000 Hz and CAC: 60 mm
7.1.3. Measurements in the pelvis of the dummy
The pelvis force channel shall comply with ISO 6487:1987
CFC : 1 000 Hz
CAC : 15 kN
7.1.4. Measurements in the abdomen of the dummy
The abdomen force channels shall comply with ISO 6487:1987
CFC : 1 000 Hz
CAC : 5 kN
Appendix 1
Determination of performance data
The required results of the tests are specified in paragraph 5.2 of this Regulation.
1. HEAD PERFORMANCE CRITERION (HPC)
When head contact takes place, this performance criterion is calculated for the total duration between the initial contact and the last instant of the final contact.
HPC is the maximum value of the expression:
where a is the resultant acceleration at the centre of gravity of the head in metres per second per second divided by 9,81 recorded versus time and filtered at channel frequency class 1 000 Hz; t1 and t2 are any two times between the initial contact and the last instant of the final contact.
2. THORAX PERFORMANCE CRITERIA
2.1. Chest deflection: the peak chest deflection is the maximum value of deflection on any rib as determined by the thorax displacement transducers, filtered at channel frequency class 180 Hz.
2.2. Viscous criterion: the peak viscous response is the maximum value of VC on any rib which is calculated from the instantaneous product of the relative thorax compression related to the half thorax and the velocity of compression derived by differentiation of the compression, filtered at channel frequency class 180 Hz. For the purposes of this calculation the standard width of the half thorax rib cage is 140 mm.
where D (metres) = rib deflection
The calculation algorithm to be used is set out in Annex 4, Appendix 2.
3. ABDOMEN PROTECTION CRITERION
The peak abdominal force is the maximum value of the sum of the three forces measured by transducers mounted 39 mm below the surface on the crash side, CFC 600 Hz.
4. PELVIS PERFORMANCE CRITERION
The pubic symphysis peak force (PSPF) is the maximum force measured by a load cell at the pubic symphysis of the pelvis, filtered at channel frequency class 600 Hz.
Appendix 2
The procedure for calculating the viscous criterion for Eurosid 1
The Viscous Criterion, VC, is calculated as the instantaneous product of the compression and the rate of deflection of the rib. Both are derived from the measurement of rib deflection. The rib deflection response is filtered once at Channel Frequency Class 180. The compression at time (t) is calculated as the deflection from this filtered signal expressed as the proportion of the half width of the Eurosid 1 chest, measured at the metal ribs (0,14 metres):
The rib deflection velocity at time ∂(t) is calculated from the filtered deflection as:
where D(t) is the deflection at time ∂(t) in metres and t is the time interval in seconds between the measurements of deflection. The maximum value of t shall be 1,25 x 10- 4 seconds.
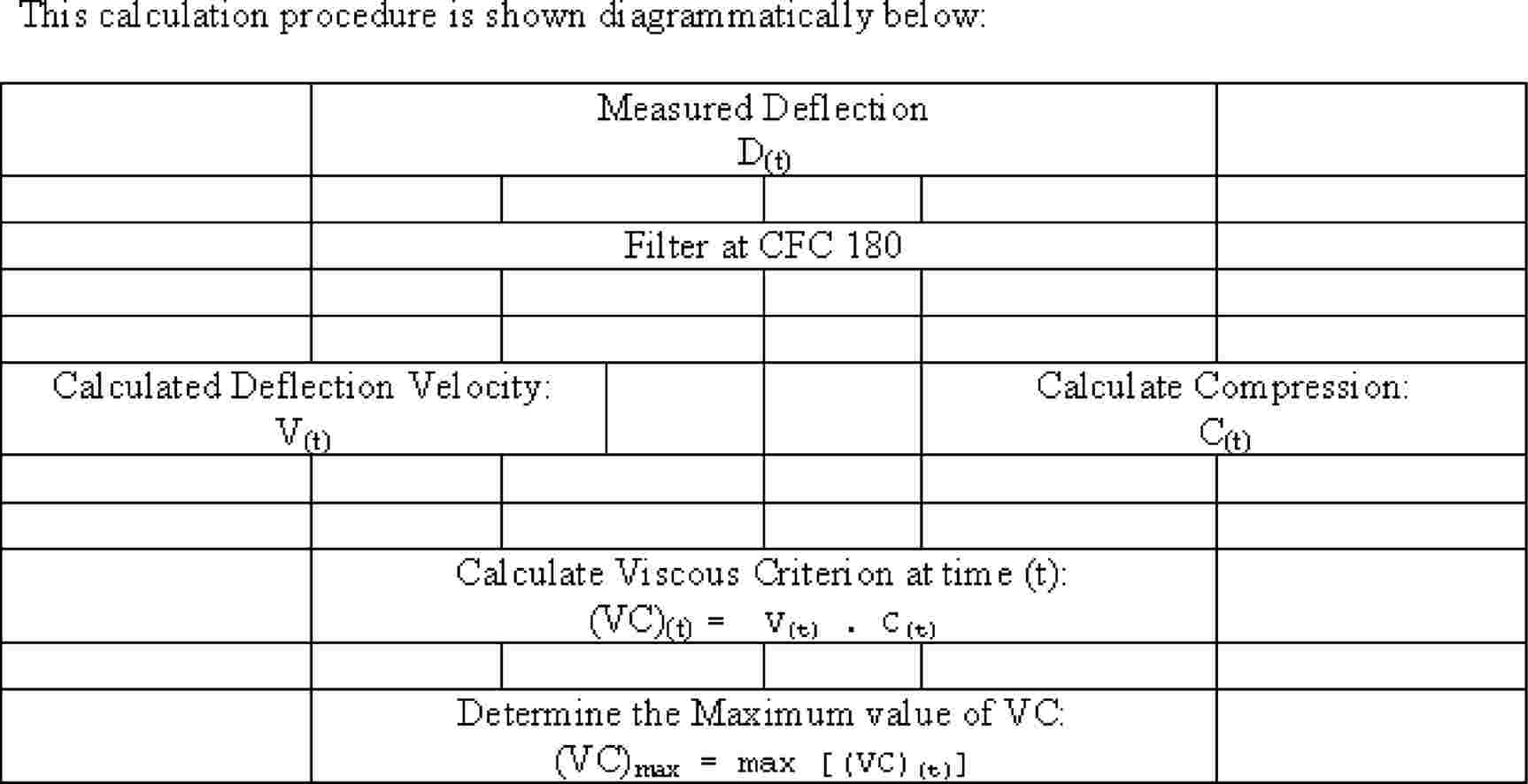
ANNEX 5
Mobile deformable barrier characteristics
1. CHARACTERISTICS OF THE MOBILE DEFORMABLE BARRIER
1.1. The mobile deformable barrier (MDB) includes both an impactor and a trolley.
1.2. The total mass shall be 950 ± 20 kg.
1.3. The centre of gravity shall be situated in the longitudinal median vertical plane within 10 mm, 1 000 ± 30 mm behind the front axle and 500 ± 30 mm above the ground.
1.4. The distance between the front face of the impactor and the centre of gravity of the barrier shall be 2 000 ± 30 mm.
1.5. The ground clearance of the impactor shall be 300 ± 5 mm measured in static conditions from the lower edge of the lower front plate, before the impact.
1.6. The front and rear track width of the trolley shall be 1 500 ± 10 mm.
1.7. The wheelbase of the trolley shall be 3 000 ± 10 mm.
2. CHARACTERISTICS OF THE IMPACTOR
The impactor consists of six single blocks of aluminium honeycomb, which have been processed in order to give a progressively increasing level of force with increasing deflection (see paragraph 2.1). Front and rear aluminium plates are attached to the aluminium honeycomb blocks.
2.1. Honeycomb blocks
2.1.1. Geometrical characteristics
2.1.1.1. The impactor consists of six joined zones whose forms and positioning are shown in Figures 1 and 2. The zones are defined as 500 ± 5 mm x 250 ± 3 mm in Figures 1 and 2. The 500 mm should be in the W direction and the 250 mm in the L direction of the aluminium honeycomb construction (see Figure 3).
2.1.1.2. The impactor is divided into two rows. The lower row shall be 250 ± 3 mm high, and 500 ± 2 mm deep after pre-crush (see paragraph 2.1.2), and deeper than the upper row by 60 ± 2 mm.
2.1.1.3. The blocks must be centred on the six zones defined in Figure 1 and each block (including incomplete cells) should cover completely the area defined for each zone).
2.1.2. Pre-crush
2.1.2.1. The pre-crush shall be performed on the surface of the honeycomb to which the front sheets are attached.
2.1.2.2. Blocks 1, 2 and 3 should be crushed by 10 ± 2 mm on the top surface prior to testing to give a depth of 500 ± 2 mm (Figure 2).
2.1.2.3. Blocks 4, 5 and 6 should be crushed by 10 ± 2 mm on the top surface prior to testing to give a depth of 440 ± 2 mm.
2.1.3. Material characteristics
2.1.3.1. The cell dimensions shall be 19 mm ± 10 % for each block (see Figure 4).
2.1.3.2. The cells must be made of 3003 aluminium for the upper row.
2.1.3.3. The cells must be made of 5052 aluminium for the lower row.
2.1.3.4. The aluminium honeycomb blocks should be processed such that the force deflection-curve when statically crushed (according to the procedure defined in paragraph 2.1.4.) is within the corridors defined for each of the six blocks in Appendix 1 to this Annex. Moreover, the processed honeycomb material used in the honeycomb blocks to be used for constructing the barrier, should be cleaned in order to remove any residue that may have been produced during the processing of the raw honeycomb material.
2.1.3.5. The mass of the blocks in each batch shall not differ by more than 5 % of the mean block mass for that batch.
2.1.4. Static tests
2.1.4.1. A sample taken from each batch of processed honeycomb core shall be tested according to the static test procedure described in paragraph 5.
2.1.4.2. The force-compression for each block tested shall lie within the force deflection corridors defined in Appendix 1. Static force deflection corridors are defined for each block of the barrier.
2.1.5. Dynamic test
2.1.5.1. The dynamic deformation characteristics, when impacted according to the protocol described in paragraph 6.
Deviation from the limits of the force deflection corridors characterising the rigidity of the impactor, as defined in Appendix 2, may be allowed provided that:
2.1.5.2.1. the deviation occurs after the beginning of the impact and before the deformation of the impactor is equal to 150 mm;
2.1.5.2.2. the deviation does not exceed 50 % of the nearest instantaneous prescribed limit of the corridor;
2.1.5.2.3. each deflection corresponding to each deviation does not exceed 35 mm of deflection, and the sum of these deflections does not exceed 70 mm (see Appendix 2 to this Annex);
2.1.5.2.4. the sum of energy derived from deviating outside the corridor does not exceed 5 % of the gross energy for that block.
2.1.5.3. Blocks 1 and 3 are identical. Their rigidity is such that their force deflection curves fall between corridors of Figure 2a.
2.1.5.4. Blocks 5 and 6 are identical. Their rigidity is such that their force deflection curves fall between corridors of Figure 2d.
2.1.5. 5 The rigidity of block 2 is such that its force deflection curves fall between corridors of Figure 2b.
2.1.5.6. The rigidity of block 4 is such that its force deflection curves fall between corridors of Figure 2c.
2.1.5.7. The force deflection of the impactor as a whole shall fall between corridors of Figure 2e.
2.1.5.8. The force deflection curves shall be verified by a test detailed in Annex 5, paragraph 6, consisting of an impact of the barrier against a dynamometric wall at 35 ± 0,5 km/h.
2.1.5.9. The dissipated energy (21) against blocks 1 and 3 during the test shall be equal to 9,5 ± 2 kJ for these blocks.
2.1.5.10. The dissipated energy against blocks 5 and 6 during the test shall be equal to 3,5 ± 1 kJ for these blocks.
2.1.5.11. The dissipated energy against block 4 shall be equal to 4 ± 1 kJ.
2.1.5.12. The dissipated energy against block 2 shall be equal to 15 ± 2 kJ.
2.1.5.13. The dissipated total energy during the impact shall be equal to 45 ± 3 kJ.
2.1.5.14. The maximum impactor deformation from the point of first contact, calculated from integration of the accelerometers according to paragraph 6.6.3, shall be equal to 330 ± 20 mm.
2.1.5.15. The final residual static impactor deformation measured after the dynamic test at level B (Figure 2) shall be equal to 310 ± 20 mm.
2.2. Front plates
2.2.1. Geometrical characteristics
2.2.1.1. The front plates are 1 500 ± 1 mm wide and 250 ± 1 mm high. The thickness is 0,5 ± 0,06 mm.
2.2.1.2. When assembled the overall dimensions of the impactor (defined in Figure 2) shall be: 1,500 ± 2.5 mm wide and 500 ± 2.5 mm high.
2.2.1.3. The upper edge of the lower front plate and the lower edge of the upper front plate should be aligned within 4 mm.
2.2.2. Material characteristics
2.2.2.1. The front plates are manufactured from aluminium of series AlMg2 to AlMg3 with elongation ≥ 12 %, and a UTS ≥ 175 N/mm2.
2.3. Back plate
2.3.1. Geometric characteristics
2.3.1.1. The geometric characteristics shall be according to Figures 5 and 6.
2.3.2. Material characteristics
2.3.2.1. The back plate shall consist of a 3 mm aluminium sheet. The back plate shall be manufactured from aluminium of series AlMg2 to AlMg3 with a hardness between 50 and 65 HBS. This plate shall be perforated with holes for ventilation: the location, the diameter and pitch are shown in Figures 5 and 7.
2.4. Location of the honeycomb blocks
2.4.1. The honeycomb blocks shall be centred on the perforated zone of the back plate (Figure 5).
2.5. Bonding
2.5.1. For both the front and the back plates, a maximum of 0,5 kg/m2 shall be applied evenly directly over the surface of the front plate, giving a maximum film thickness of 0.5 mm. The adhesive to be used throughout should be a two-part polyurethane (such as Ciba Geigy XB5090/1 resin with XB5304 hardener) or equivalent.
2.5.2. For the back plate the minimum bonding strength shall be 0,6 MPa, (87 psi), tested according to paragraph 2.4.3.
Bonding strength tests:
2.5.3. 1 Flatwise tensile testing is used to measure bond strength of adhesives according to ASTM C297-61.
2.5.3.2. The test piece should be 100 mm x 100 mm, and 15 mm deep, bonded to a sample of the ventilated back plate material. The honeycomb used should be representative of that in the impactor, i.e. chemically etched to an equivalent degree as that near to the back plate in the barrier but without pre-crushing.
2.6. Traceability
2.6.1. Impactors shall carry consecutive serial numbers which are stamped, etched or otherwise permanently attached, from which the batches for the individual blocks and the date of manufacture can be established
2.7. Impactor attachment
2.7.1. The fitting on the trolley must be according to Figure 8. The fitting will use six M8 bolts, and nothing shall be larger than the dimensions of the barrier in front of the wheels of the trolley. Appropriate spacers must be used between the lower back plate flange and the trolley face to avoid bowing of the back plate when the attachment bolts are tightened.
3. VENTILATION SYSTEM
3.1. The interface between the trolley and the ventilation system should be solid, rigid and flat. The ventilation device is part of the trolley and not of the impactor as supplied by the manufacturer. Geometrical characteristics of the ventilation device shall be according to Figure 9.
3.2. Ventilation device mounting procedure.
3.2.1. Mount the ventilation device to the front plate of the trolley;
3.2.2. Ensure that a 0,5 mm thick gauge cannot be inserted between the ventilation device and the trolley face at any point. If there is a gap greater than 0,5 mm, the ventilation frame will need to be replaced or adjusted to fit without a gap of > 0,5 mm.
3.2.3. Dismount the ventilation device from the front of the trolley;
3.2.4. Fix a 1,0 mm thick layer of cork to the front face of the trolley;
3.2.5. Re-mount the ventilation device to the front of the trolley and tighten to exclude air gaps.
4. CONFORMITY OF PRODUCTION
The conformity of production procedures shall comply with those set out in the Agreement, Appendix 2 (E/ECE/324-E/ECE/TRANS/505/Rev.2), with the following requirements:
The manufacturer shall be responsible for the conformity of production procedures and for that purpose must in particular:
4.1.1. ensure the existence of effective procedures so that the quality of the products can be inspected;
4.1.2. have access to the testing equipment needed to inspect the conformity of each product;
4.1.3. ensure that the test results are recorded and that the documents remain available for a time period of 10 years after the tests;
4.1.4. demonstrate that the samples tested are a reliable measure of the performance of the batch (examples of sampling methods according to batch production are given below);
4.1.5. analyse results of tests in order to verify and ensure the stability of the barrier characteristics, making allowance for variations of an industrial production, such as temperature, raw materials quality, time of immersion in chemical, chemical concentration, neutralisation etc, and the control of the processed material in order to remove any residue from the processing;
4.1.6. ensure that any set of samples or test pieces giving evidence of non-conformity gives rise to a further sampling and test. All the necessary steps must be taken to restore conformity of the corresponding production;
4.2. The manufacturer's level of certification must be at least ISO 9002 standard;
4.3. Minimum conditions for the control of production: the holder of an agreement will ensure the control of conformity following the methods hereunder described;
4.4. Examples of sampling according to batch
4.4.1. If several examples of one block type are constructed from one original block of aluminium honeycomb and are all treated in the same treatment bath (parallel production), one of these examples could be chosen as the sample, provided care is taken to ensure that the treatment is evenly applied to all blocks. If not, it may be necessary to select more than one sample.
4.4.2. If a limited number of similar blocks (say three to 20) are treated in the same bath (serial production), then the first and last block treated in a batch, all of which are constructed from the same original block of aluminium honeycomb, should be taken as representative samples. If the first sample complies with the requirements but the last does not, it may be necessary to take further samples from earlier in the production until a sample that does comply is found. Only the blocks between these samples should be considered to be approved.
4.4.3. Once experience is gained with the consistency of production control, it may be possible to combine both sampling approaches, so that more than one groups of parallel production can be considered to be a batch provided samples from the first and last production groups comply.
5. STATIC TESTS
5.1. One or more samples (according to the batch method) taken from each batch of processed honeycomb core shall be tested, according to the following test procedure:
5.2. The sample size of the aluminium honeycomb for static tests shall be the size of a normal block of the impactor, that is to say 250 mm x 500 mm x 440 mm for top row and 250 mm x 500 mm x 500 mm for the bottom row.
5.3. The samples should be compressed between two parallel loading plates which are at least 20 mm larger that the block cross section.
5.4. The compression speed shall be 100 millimetres per minute, with a tolerance of 5 %.
5.5. The data acquisition for static compression shall be sampled at a minimum of 5 Hz.
5.6. The static test shall be continued until the block compression is at least 300 mm for blocks 4 to 6 and 350 mm for blocks 1 to 3.
6. DYNAMIC TESTS
For every 100 barrier faces produced, the manufacturer shall make one dynamic test against a dynamometric wall supported by a fixed rigid barrier, according to the method described below.
6.1. Installation
6.1.1. Testing ground
6.1.1.1. The test area shall be large enough to accommodate the run-up-track of the mobile deformable barrier, the rigid barrier and the technical equipment necessary for the test. The last part of the track, for at least five metres before the rigid barrier, shall be horizontal, flat and smooth.
6.1.2. Fixed rigid barrier and dynamometric wall.
6.1.2.1. The rigid wall shall consist of a block of reinforced concrete not less than three metres wide and not less than 1,5 metres high. The thickness of the rigid wall shall be such that it weighs at least 70 tonnes.
6.1.2.2. The front face shall be vertical, perpendicular to the axis of the run-up-tack and equipped with six load cell plates, each capable of measuring the total load on the appropriate block of the mobile deformable barrier impactor at the moment of impact. The load cell impact plate area centres shall align with those of the six impact zones of the mobile deformable barrier face. Their edges shall clear adjacent areas by 20 mm such that, within the tolerance of impact alignment of the MDB, the impact zones will not contact the adjacent impact plate areas. Cell mounting and plate surfaces shall be in accordance with the requirements set out in the Annex to standard ISO 6487:1987.
6.1.2.3. Surface protection, comprising a plywood face (thickness: 12 ± 1 mm), is added to each load cell plate such that it shall not degrade the transducer responses.
6.1.2.4. The rigid wall shall be either anchored in the ground or placed on the ground with, if necessary, additional arresting devices to limit its deflection. A rigid wall (to which the load cells are attached) having different characteristics but giving results that are at least equally conclusive may be used.
6.2. Propulsion of the mobile deformable barrier
At the moment of impact the mobile deformable barrier shall no longer be subject to the action of any additional steering or propelling device. It shall reach the obstacle on a course perpendicular to the front surface of the dynamometric wall. Impact alignment shall be accurate to within 10 mm.
6.3. Measuring instruments
6.3.1. Speed
The impact speed shall be 35 ± 0,5 km/h the instrument used to record the speed on impact shall be accurate to within 0,1 %.
6.3.2. Loads
Measuring instruments shall meet the specifications set forth in ISO 6487:1987
CFC for all blocks : 60 Hz
CAC for blocks 1 and 3 : 200 kN
CAC for blocks 4,5 and 6 : 100 kN
CAC for block 2 : 200 kN
6.3.3. Acceleration
6.3.3.1. The acceleration in the longitudinal direction shall be measured at three separate positions on the trolley, one centrally and one at each side, at places not subject to bending.
6.3.3.2. The central accelerometer shall be located within 500 mm of the location of the centre of gravity of the MDB and shall lie in a vertical longitudinal plane which is within ± 10 mm of the centre of gravity of the MDB.
6.3.3.3. The side accelerometers shall be at the same height as each other ± 10 mm and at the same distance from the front surface of the MDB ± 20 mm
6.3.3.4. The instrumentation shall comply with ISO 6487:1987 with the following specifications:
CFC 1,000 Hz (before integration)
CAC 50 g
6.4. General specifications of barrier
6.4.1. The individual characteristics of each barrier shall comply with paragraph 1 of this Annex and shall be recorded.
6.5. General specifications of the impactor
6.5.1. The suitability of an impactor as regards the dynamic test requirements shall be confirmed when the outputs from the six load cell plates each produce signals complying with the requirements indicated in this Annex.
6.5.2. Impactors shall carry consecutive serial numbers which are stamped, etched or otherwise permanently attached, from which the batches for the individual blocks and the date of manufacture can be established.
6.6. Data processing procedure
6.6.1. Raw data: At time T = T0, all offsets should be removed from the data. The method by which offsets are removed shall be recorded in the test report.
6.6.2. Filtering
6.6.2.1. The raw data will be filtered prior to processing/calculations.
6.6.2.2. Accelerometer data for integration will be filtered to CFC 180, ISO 6487:1987.
6.6.2.3. Accelerometer data for impulse calculations will be filtered to CFC 60, ISO 6487:1987.
6.6.2.4. Load cell data will be filtered to CFC 60, ISO 6487:1987.
6.6.3. Calculation of MDB face deflection
6.6.3.1. Accelerometer data from all three accelerometers individually (after filtering at CFC 180), will be integrated twice to obtain deflection of the barrier deformable element.
The initial conditions for deflection are:
6.6.3.2.1. velocity = impact velocity (from speed measuring device).
6.6.3.2.2. deflection = 0
6.6.3.3. The deflection at the left hand side, mid-line and right hand side of the mobile deformable barrier will be plotted with respect to time.
6.6.3.4. The maximum deflection calculated from each of the three accelerometers should be within 10 mm. If it is not the case, then the outlier should be removed and difference between the deflection calculated from the remaining two accelerometers checked to ensure that it is within 10 mm.
6.6.3.5. If the deflections as measured by the left hand side, right hand side and mid-line accelerometers are within 10 mm, then the mean acceleration of the three accelerometers should be used to calculate the deflection of the barrier face.
6.6.3.6. If the deflection from only two accelerometers meets the 10 mm requirement, then the mean acceleration from these two accelerometers should be used to calculate the deflection for the barrier face.
6.6.3.7. If the deflections calculated from all three accelerometers (left hand side, right hand side and mid-line) are not within the 10 mm requirement, then the raw data should be reviewed to determine the causes of such large variation. In this case the individual test house will determine which accelerometer data should be used to determine mobile deformable barrier deflection or whether none of the accelerometer readings can be used, in which case, the certification test must be repeated. A full explanation should be given in the test report.
6.6.3.8. The mean deflection-time data will be combined with the load cell wall force-time data to generate the force deflection result for each block.
6.6.4. Calculation of energy
The absorbed energy for each block and for the whole MDB face should be calculated up to the point of peak deflection of the barrier.
where:
t0 is the time of first contact
t1 is the time where the trolley comes to rest, i.e. where u = 0.
s is the deflection of the trolley deformable element calculated according to paragraph 6.6.3.
6.6.5. Verification of dynamic force data
6.6.5.1. Compare the total impulse, I, calculated from the integration of the total force over the period of contact, with the momentum change over that period (M*V).
6.6.5.2. Compare the total energy change to the change in kinetic energy of the MDB, given by:
where Vi is the impact velocity and M the whole mass of the MDB
If the momentum change (M*V) is not equal to the total impulse (I) ± 5 %, or if the total energy absorbed (E En) is not equal to the kinetic energy, EK ± 5 %, then the test data must be examined to determine the cause of this error.
Design of impactor (22)


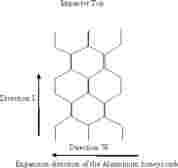
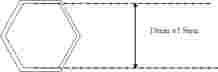
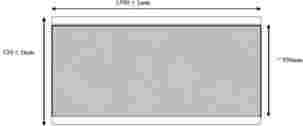
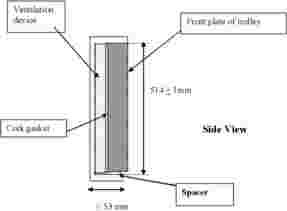

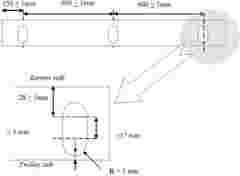
Top and bottom back plate flanges
Note: The attachment holes in the bottom flange may be opened to slots, as shown below, for ease of attachment provided sufficient grip can be developed to avoid detachment during the whole impact test.

Bottom
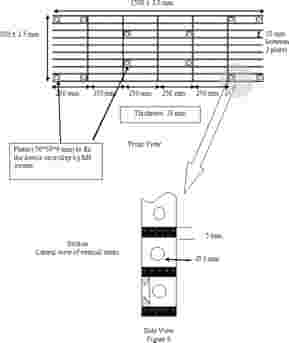
Appendix 1
Force deflection curves for static tests
| Blocks 1 and 3 Figure 1a | [Kép #3] |
| Block 2 Figure 1b | [Kép #4] |
| Block 4 Figure 1c | [Kép #5] |
| Blocks 5 and 6 Figure 1d | [Kép #6] |
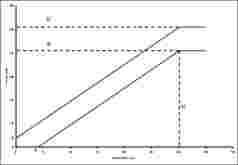
Kép #3
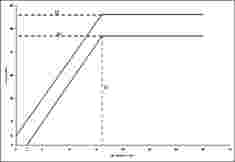
Kép #4
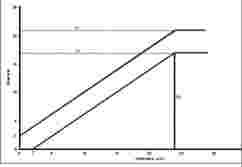
Kép #5
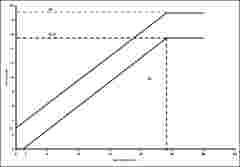
Kép #6
Appendix 2
Force deflection curves for dynamic tests
| Blocks 1 and 3 Figure 2a | [Kép #7] |
| Block 2 Figure 2b | [Kép #8] |
| Block 4 Figure 2c | [Kép #9] |
| Blocks 5 and 6 Figure 2d | [Kép #10] |
| Blocks total Figure 2e | [Kép #11] |
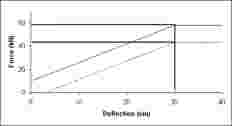
Kép #7

Kép #8

Kép #9
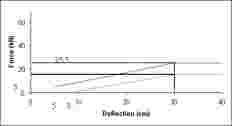
Kép #10
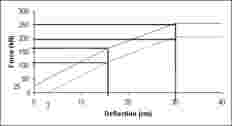
Kép #11
ANNEX 6
Technical description of the side impact dummy
1. GENERAL
1.1. The dimensions and masses of the side impact dummy represent a 50th percentile adult male, without lower arms.
1.2. The side impact dummy consists of a metal and plastic skeleton covered by flesh-simulating rubber, plastic and foam.
1.3. The side impact dummy prescribed in this Regulation, including the instrumentation and calibration, is described in technical drawings and a user's manual (23).
2. CONSTRUCTION
2.1. For an overview of the side impact dummy see Figure 1 and Table 1 of this Annex.
2.2. Head
2.2.1. The head is shown as part No 1 in Figure 1 of this Annex.
2.2.2. The head consists of an aluminium shell covered by a pliable vinyl skin. The interior of the shell is a cavity accommodating triaxial accelerometers and ballast.
2.3. Neck
2.3.1. The neck is shown as part No 2 in Figure 1 of this Annex.
2.3.2. The neck consists of a head/neck interface piece, a neck/thorax interface piece and a central section that links the two interfaces to one another.
2.3.3. The head/neck interface piece (part No 2a) and the neck/thorax interface piece (part No 2c) both consist of two aluminium disks linked together by means of a half spherical screw and eight rubber buffers.
2.3.4. The cylindrical central section (part No 2b) is made of rubber.
2.3.5. The neck is mounted on the neck-bracket, shown as part No 3 in Figure 1 of this Annex.
2.3.6. The angle between the two faces of the neck-bracket is 25°. Because the shoulder block is inclined 5° backwards, the resulting angle between the neck and torso is 20°.
2.4. Shoulder
2.4.1. The shoulder is shown as part No 4 in Figure 1 of this Annex.
2.4.2. The shoulder consists of a shoulder block, two clavicles and a shoulder cap.
2.4.3. The shoulder block (part No 4a) consists of an aluminium spacer block, an aluminium plate on top and an aluminium plate on the bottom of the spacer block.
2.4.4. The clavicles (part No 4b) are made of polypropylene. The clavicles are held back in their neutral position by two elastic cords (part No 4c) which are clamped to the rear of the shoulder block. The outer edge of both clavicles accommodates a design allowing for standard arm positions.
2.4.5. The shoulder cap (part No 4d) is made of low-density polyurethane foam and is attached to the shoulder block.
2.5. Thorax
2.5.1. The thorax is shown as part No 5 in Figure l of this Annex.
2.5.2. The thorax consists of a rigid thoracic spine box and three identical rib modules.
2.5.3. The thoracic spine box (part No 5a) is made of steel. On the rear surface a lead-filled plastic back plate is mounted (part No 5b).
2.5.4. The top surface of the thoracic spine box is inclined 5° backwards.
2.5.5. A rib module (part No 5c) consists of a steel rib covered by a flesh-simulating polyurethane foam (part No 5d), a piston-cylinder assembly (part No 5e) linking the rib and spine box together, a hydraulic damper (part No 5f) and a stiff damper spring (part No 5g).
2.5.6. In the piston-cylinder assembly is a tuning spring (part No 5h).
2.5.7. A displacement transducer (part No 5i) can be mounted on the front face of the cylinder and connected to the inside of the rib.
2.6. Arms
2.6.1. The arms are shown as part No 6 in Figure 1 of this Annex.
2.6.2. The arms have a plastic skeleton covered by a polyurethane ‘flesh' and a PVC skin.
2.6.3. The shoulder/arm joint allows for discrete arm positions at 0°, 40° and 90° to the torso line.
2.6.4. The shoulder/arm joint allows for a flexion/extension rotation only.
2.7. Lumbar spine
2.7.1. The lumbar spine is shown as part No 7 in Figure 1 of this Annex.
2.7.2. The lumbar spine consists of a solid rubber cylinder with two steel interface plates at each end, and a steel cable inside the cylinder.
2.8. Abdomen
2.8.1. The abdomen is shown as part No 8 in Figure 1 of this Annex.
2.8.2. The abdomen consists of a metal casting and a polyurethane foam covering.
2.8.3. The central part of the abdomen is a metal casting (part No 8A). A cover plate is mounted on top of the casting.
2.8.4. The covering (part No 8b) is made of polyurethane foam. A curved slab of rubber filled with lead-pellets is integrated in the foam covering at both sides.
2.8.5. Between the foam covering and the rigid casting at each side of the abdomen, either three force transducers (part No 8c) or three non-measuring ‘dummy' units can be mounted.
2.9. Pelvis
2.9.1. The pelvis is shown as part No 9 in Figure 1 of this Annex.
2.9.2. The pelvis consists of a sacrum block, two iliac wings, two hip joints and a foam covering.
2.9.3. The sacrum (part No 9a) consists of a lead-filled aluminium block and an aluminium plate mounted on top of this block.
2.9.4. The iliac wings (part No 9b) are made of polyurethane.
2.9.5. The hip joints (part No 9c) are made of steel. They consist of an upper femur block and a ball joint connected to an axle passing through the dummy's H-point.
2.9.6. The flesh system (part No 9d) is made of a PVC skin filled with polyurethane foam. At the H-point location the skin is replaced by a large open-cell polyurethane foam cylinder (part No 9e), attached to a steel plate fixed on the iliac wing by an axle going through the ball joint.
2.9.7. The iliac wings are linked together at the pubic symphysis by a force transducer (part No 9f) or a ‘dummy' transducer.
2.10. Legs
2.10.1. The legs are shown as part No 10 in Figure 1 of this Annex.
2.10.2. The legs consist of a metal skeleton covered by a flesh-simulating polyurethane foam and a plastic skin.
2.10.3. The knee and ankle joint allow for a flexion/extension rotation only.
2.11. Suit
2.11.1. The suit is shown as part No 11 in Figure 1 of this Annex.
2.11.2. The suit is made of rubber and covers the shoulders, thorax, upper part of the arms, the abdomen and lumbar spine, the upper part of the pelvis.
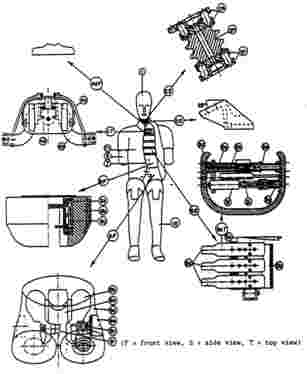
Table 1
Side impact dummy components
| Part | No | Description | Number | ||
| 1 | Head | 1 | |||
| 2 | Neck | 1 | |||
| 2a | Head/neck interface | 1 | |||
| 2b | Central section | 1 | |||
| 2c | Neck/thorax interface | 1 | |||
| 3 | Neck-bracket | 1 | |||
| 4 | Shoulder | 1 | |||
| 4a | Shoulder block | 1 | |||
| 4b | Clavicles | 2 | |||
| 4c | Elastic cord | 2 | |||
| 4d | Shoulder cap | 1 | |||
| 5 | Thorax | 1 | |||
| 5a | Thoracic spine | 1 | |||
| 5b | Back plate | 1 | |||
| 5c | Rib module | 3 | |||
| 5d | Rib covered with flesh | 3 | |||
| 5e | Piston-cylinder assembly | 3 | |||
| 5f | Damper | 3 | |||
| 5g | Damper spring | 3 | |||
| 5h | Tuning spring | 3 | |||
| 5i | Displacement transducer | 3 | |||
| 6 | Arm | 2 | |||
| 7 | Lumbar spine | 1 | |||
| 8 | Abdomen | 1 | |||
| 8a | Central casting | 1 | |||
| 8b | Flesh covering | 1 | |||
| 8c | Force transducer | 3 | |||
| 9 | Pelvis | 1 | |||
| 9a | Sacrum block | 1 | |||
| 9b | Iliac wing | 2 | |||
| 9c | Hip joint | 2 | |||
| 9d | Flesh covering | 1 | |||
| 9e | H-point foam block | 2 | |||
| 9f | Force transducer | 1 | |||
| 10 | Leg | 2 | |||
| 11 | Suit | 1 | |||
3. ASSEMBLY OF THE DUMMY
3.1. Head-neck
3.1.1. The required torque on the half spherical screws for assembly of the neck is 10 Nm.
3.1.2. The head is mounted to the head-neck interface plate of the neck by three screws.
3.1.3. The neck-thorax interface plate of the neck is mounted to the neck-bracket by four screws.
3.2. Neck-shoulder-thorax
3.2.1. The neck-bracket is mounted to the shoulder block by four screws.
3.2.2. The shoulder-block is mounted to the top-surface of the thoracic spine box by three screws.
3.3. Shoulder-arm
3.3.1. The arms may be mounted to the shoulder clavicles and adjusted by means of a screw and a bearing. The required torque to hold the arm in the defined standard position is 0,6 Nm.
3.4. Thorax-lumbar spine-abdomen
3.4.1. A lumbar spine adaptor is mounted by two screws to the lower part of the thoracic spine.
3.4.2. The lumbar spine adaptor is mounted to the top of the lumbar spine by two screws.
3.4.3. The top flange of the central abdominal casting is clamped between the lumbar spine adaptor and the lumbar spine.
3.5. Lumbar spine-pelvis-legs
3.5.1. The lumbar spine is mounted to the lumbar spine bottom plate by three screws.
3.5.2. The lumbar spine bottom plate is mounted to the sacrum block of the pelvis by three screws.
3.5.3. The legs are mounted to the upper femur - hip joint of the pelvis by a screw.
3.5.4. The legs may be assembled and adjusted by means of hinge joints in the knees and ankles.
4. MAIN CHARACTERISTICS
4.1. Mass
4.1.2. The masses of the main dummy components are presented in Table 2 of this Annex.
Table 2
Dummy component masses
| Component | Mass (kg) | Principal contents |
| Head | 4,0±0,4 | Complete head including triaxial accelerometer |
| Neck | 1,0±0,1 | Neck, not including neck-bracket |
| Thorax | 22,4±1,5 | Neck bracket, shoulders, arm attachment bolts, spine box, spine back plate, rib modules, rib deflection transducers, lumbar spine adaptor, shoulder cap, abdomen central casting, abdomen force transducers, 2/3 of suit. |
| Arm | 1,3±0,1 | Upper arm, including arm positioning plate (each) |
| Abdomen | 5,0±0,5 | Abdomen flesh covering and lumbar spine |
| Pelvis | 12,0±1,0 | Sacrum block, lumbar spine bottom plate, hip ball joints, upper femurs, iliac wings, pubic force transducer, pelvis flesh covering, 1/3 of suit. |
| Leg | 12,5±1,0 | Foot, lower and upper leg and flesh as far as junction with upper femur (each). |
| Total | 72,0±0,5 |
4.2. Principal dimensions
4.2.1. The principal dimensions of the side impact dummy (including the suit), based on Figure 2 of this Annex, are given in Table 3 of this Annex.
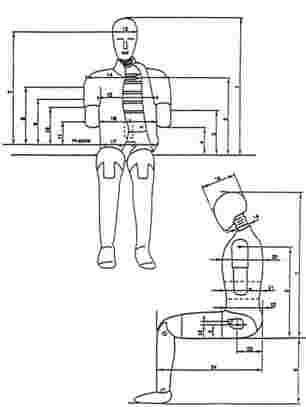
Table 3
Principal dummy dimensions
| No | Parameter | Dimension (mm) |
| 1 | Sitting height | 904±7 |
| 2 | Seat to shoulder joint | 557±5 |
| 3 | Seat to bottom lower rib | 357±5 |
| 4 | Seat to arm | 242±5 |
| 5 | Seat to H-point | 98±2 |
| 6 | Sole to seat, sitting | 456±5 |
| 7 | H-point to head c.o.g. | 687±5 |
| 8 | H-point to centre upper rib | 393±3 |
| 9 | H-point to centre middle rib | 337±3 |
| 10 | H-point to centre lower rib | 281±3 |
| 11 | H-point to centre abdominal force transducer | 180±3 |
| 12 | H-point to centre pubic symphysis force transducer | 14±2 |
| 13 | Head width | 154±2 |
| 14 | Shoulder/arm width | 482±5 |
| 15 | Thorax width | 330±5 |
| 16 | Abdomen width | 290±5 |
| 17 | Pelvis width | 355±5 |
| 18 | Neck diameter | 80±2 |
| 19 | Head depth | 201±5 |
| 20 | Thorax depth | 276±5 |
| 21 | Abdomen depth | 204±5 |
| 22 | Pelvis depth | 245±5 |
| 23 | Back of buttocks to H-point | 157±2 |
| 24 | Back of buttocks to front knee | 610±5 |
5. CERTIFICATION OF THE DUMMY
5.1. Impact side
5.1.1. Depending on the vehicle side to be impacted, dummy parts should be certified on the left hand side or right hand side.
5.1.2. The configurations of the rib modules (including instrumentation), the abdominal force transducers and the pubic symphysis transducer have to be converted to the required impact side.
5.2. Instrumentation
All instrumentation shall be calibrated in compliance with the requirements of the documentation specified in paragraph 1.3.
5.2.1. All instrumentation channels shall comply with ISO 6487: 1987.
5.3. Visual check
5.3.1. All dummy parts should be visually checked for damage and if necessary be replaced before the certification test.
5.4. General test set-up
5.4.1. Figure 3 of this Annex shows the test set-up for all certification tests on the side impact dummy.
5.4.2. The tests on the head, neck, thorax and lumbar spine are carried out on disassembled parts of the dummy.
5.4.3. The tests on the shoulder, abdomen and pelvis are performed with the complete dummy (without suit). In these tests the dummy is seated on a flat surface with two sheets of less than or equal to 2 mm thick Teflon, placed between the dummy and the surface.
5.4.4. All parts to be certified should be kept in the test room for a period of at least four hours at a temperature between 18 °C and 22 °C prior to a test.
5.4.5. The time between two repeated certification tests should be at least 30 minutes.
5.5. Head
5.5.1. The head is dropped from 200 ± 1 mm onto a flat, rigid impact surface.
5.5.2. The angle between the impact surface and the mid-sagittal plane of the head is 35° ± 1° allowing an impact of the upper-side of the head.
5.5.3. The peak resultant head acceleration, filtered using CFC 1 000, should be between 100 g and 150 g.
5.5.4. The head performance can be adjusted to meet the requirement by altering the friction characteristics of the flesh-skull interface (e.g. by lubrication with talcum powder or PTFE spray).
5.6. Neck
5.6.1. The head-neck interface of the neck is mounted to a special symmetrical certification headform with a mass of 3,9 ± 0,05 kg (see Figure 4).
5.6.2. The head form and neck are mounted upside-down to the bottom of a neck-bending pendulum allowing a lateral motion of the system.
5.6.3. The neck-pendulum is equipped with a uniaxial accelerometer mounted at 1 655 ± 5 mm from the pendulum pivot.
5.6.4. The neck-pendulum should be allowed to fall freely from a height chosen to achieve an impact velocity of 3,4 ± 0,1 m/s measured at the accelerometer location.
5.6.5. The neck-pendulum is decelerated from impact velocity to zero by an appropriate device, resulting in a deceleration-time history inside the corridor specified in Figure 5 of this Annex. All measured rotations are recorded using CFC 1 000 filters. All measured rotations are filtered digitally, using ISO CFC 180. The pendulum deceleration is filtered with CFC 60.
5.6.6. The maximum head form flexion angle relative to the pendulum should be 51 ± 5° and should occur between 50 and 62 ms.
5.6.7. The maximum fore (A) and aft (B) neck base angles should be 32,0 ± 2,0° and 28,0 ± 2,0° respectively. These maxima should occur between 50 and 60 ms.
5.6.8. The neck performance can be adjusted by replacing the circular section buffers with buffers of a different shore hardness.
5.7. Shoulder
5.7.1. The length of the elastic cord should be adjusted so that a force between 27,5 N and 32,5 N applied in a forward direction 4 ± 1 mm from the outer edge of the clavicle in the same plane as the clavicle movement, is required to move the clavicle forward.
5.7.2. The dummy is seated on a flat, horizontal, rigid surface with no back support. The thorax is positioned vertically and the arms should be set at an angle of 40° ± 2° forward to the vertical. The legs are positioned horizontally.
5.7.3. The impactor is a pendulum of 23,5 - 0,0/+0,2 kg and 152 ± 2 mm diameter. The impactor is suspended from a rigid support by four wires with the centre line of the impactor at least 3,5 m below the rigid support.
5.7.4. The impactor is equipped with an accelerometer sensitive in the direction of impact and located on the impactor axis.
5.7.5. The impactor should freely swing onto the shoulder of the dummy with an impact velocity of 4,3 ± 0,1 m/s.
5.7.6. The impact direction is perpendicular to the anterior-posterior axis of the dummy and the axis of the impactor coincides with the axis of the upper arm pivot.
5.7.7. The peak acceleration of the impactor, filtered using CFC 180, should be between 7,5 and 10,5 g.
5.8. Arms
5.8.1. No dynamic certification procedure is defined for the arms.
5.9. Thorax
5.9.1. Each rib module is certified separately.
5.9.2. The rib module is positioned vertically in a drop test rig and the rib cylinder is clamped rigidly onto the rig.
5.9.3. The impactor is a free fall mass of 7,8 - 0,0/+0.1 kg with a flat face and a diameter of 150 ± 2 mm.
5.9.4. The centre line of the impactor should be aligned with the centre line of the rib's piston.
5.9.5. The impact velocity is 1,0, 2,0, 3,0 and 4,0 m/s respectively. Impact velocities should not vary from those specified by more than 2 %.
5.9.6. The rib displacement should be measured, for instance using the rib's own displacement transducer.
5.9.7. The rib certification requirements are shown in Table 4 of this Annex.
5.9.8. The performance of the rib module can be adjusted by replacing the tuning spring inside the cylinder with one of a different stiffness.
Table 4
Certification requirements for the full rib module
| Impact velocity (m/s) | Displacement (mm) | |
| Minimum | Maximum | |
| 1,0 | 10,0 | 14,0 |
| 2,0 | 23,5 | 27,5 |
| 3,0 | 36,0 | 40,0 |
| 4,0 | 46,0 | 51,0 |
5.10. Lumbar spine
5.10.1. The lumbar spine is mounted to the special symmetrical certification head form with a mass of 3,9 ± 0,05 kg (see Figure 4).
5.10.2. The head form and lumbar spine are mounted upside-down to the bottom of a neck-bending pendulum allowing a lateral motion of the system.
5.10.3. The neck-pendulum is equipped with a uniaxial accelerometer mounted at 1 655 ± 5 mm from the pendulum pivot.
5.10.4. The neck-pendulum should be allowed to fall freely from a height chosen to achieve an impact velocity of 6,05 ± 0,1 m/s measured at the accelerometer location.
5.10.5. The neck-pendulum is decelerated from impact velocity to zero by an appropriate device, resulting in a deceleration-time history inside the corridor specified in Figure 6 of this Annex. All measured rotations are recorded using ISO CFC 1 000 filters. All measured rotations are filtered digitally, using ISO CFC 180. The pendulum deceleration is filtered with CFC 60.
5.10.6. The maximum head form flexion angle relative to the pendulum should be 50 ± 5° and should occur between 39 and 53 ms.
5.10.7. The maximum fore (A) and aft (B) spine base angles should be 33,0 ± 2,0° and 29,0 ± 2,0° respectively. These maxima should occur between 45 and 55 ms.
5.10.8. The performance of the lumbar spine can be adjusted by changing the length of the spine.
5.11. Abdomen
5.11.1. The dummy is seated on a flat, horizontal, rigid surface with no back support. The thorax is positioned vertically, while the arms and legs are positioned horizontally.
5.11.2. The impactor is a pendulum of 23,5 + 0,0/-0,2 kg and 152 ± 2 mm diameter.
5.11.3. The pendulum is equipped with a horizontal ‘armrest' impactor face of 1,0 ± 0,01 kg. The total mass of the impactor with the armrest face is 24,5 -0,0/+0,2 kg. The rigid armrest is 70 ± 1 mm high, 150 ± 1 mm wide and should be allowed to penetrate at least 60 mm into the abdomen. The centreline of the pendulum coincides with the centre of the armrest.
5.11.4. The impactor is equipped with an accelerometer sensitive in the direction of impact and located on the impactor axis.
5.11.5. The impactor should freely swing onto the abdomen of the dummy with an impact velocity of 6,3 ± 0,1 m/s.
5.11.6. The impact direction is perpendicular to the anterior-posterior axis of the dummy and the axis of the impactor is aligned with the centre of the middle force transducer.
5.11.7. The peak force of the impactor, obtained from the impactor acceleration filtered using CFC 180 and multiplied by the impactor/armrest mass, should be between 9,5 and 11,1 kN, and occur between 9,8 and 11,4 ms.
5.11.8. The force-time histories measured by the three abdominal force transducers must be summed and filtered using CFC 600. The peak force of this sum should be between 5,9 and 7,9 kN.
5.12. Pelvis
5.12.1. The dummy is seated on a flat, horizontal, rigid surface with no back support. The thorax is positioned vertically while the arms and legs are positioned horizontally.
5.12.2. The impactor is a pendulum of 23,5 -0,0/+0,2 kg and 152 ± 2 mm diameter.
5.12.3. The impactor is equipped with an accelerometer sensitive in the direction of impact and located on the impactor axis.
5.12.4. The impactor should freely swing onto the pelvis of the dummy with an impact velocity of 4,3 ± 0,1 m/s.
5.12.5. The impact direction is perpendicular to the anterior-posterior axis of the dummy and the axis of the impactor is aligned with the centre of the H-point foam cylinder.
5.12.6. The peak force of the impactor, obtained from the impactor acceleration filtered using CFC 180 and multiplied by the impactor mass, should be between 4,4 and 5,4 kN, and occur between 10,3 and 15,5 ms.
5.12.7. The pubic symphysis force, filtered using CFC 600, should be between 1,04 and 1,64 kN and occur between 9,9 and 15,9 ms.
5.13. Legs
5.13.1. No dynamic certification procedure is defined for the legs.
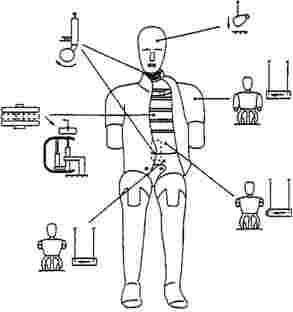
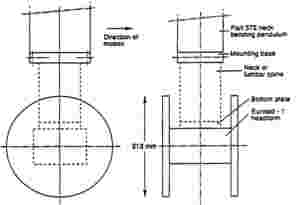
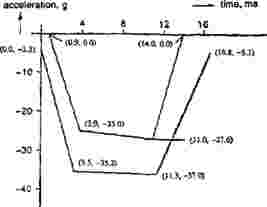
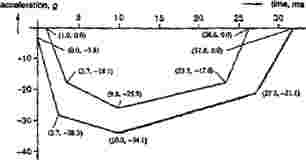
ANNEX 7
Installation of the side impact dummy
1. GENERAL
1.1. The side impact dummy to be used for the following installation procedure is described in Annex 6 of this Regulation.
2. INSTALLATION
2.1. Adjust the leg joints so that they just support the leg when it is extended horizontally (1 to 2 g).
2.2. Clothe the dummy in form-fitting cotton stretch underwear with short sleeves and mid-calf length pants. Each foot is equipped with a shoe.
2.3. Place the dummy in the outboard front seat of the impacted side as described in the side impact test procedure specification.
2.4. The plane of symmetry of the dummy shall coincide with the vertical median plane of the specified seating position.
2.5. The pelvis of the dummy shall be positioned such that a lateral line passing through the dummy ‘H' points is perpendicular to the longitudinal centre plane of the seat. The line through the dummy ‘H' points shall be horizontal with a maximum inclination of ± 2 degrees.
2.6. The upper torso shall be bent forward and then laid back firmly against the seat back. The shoulders of the dummy shall be set fully rearward.
2.7. Irrespective of the seating position of the dummy, the angle between the upper arm and the torso arm reference line on each side shall be 40° ± 5°. The torso arm reference line is defined as the intersection of the plane tangential to the front surface of the ribs and the longitudinal vertical plane of the dummy containing the arm.
2.8. For the driver's seating position, without inducing pelvis or torso movement, place the right foot of the dummy on the undepressed accelerator pedal with the heel resting as far forward as possible on the floorpan. Set the left foot perpendicular to the lower leg with the heel resting on the floorpan in the same lateral line as the right heel. Set the knees of the dummy such that their outside surfaces are 150 ± 10 mm from the plane of symmetry of the dummy. If possible within these contraints place the thighs of the dummy in contact with the seat cushion.
2.9. For other seating positions, without inducing pelvis or torso movement, place the heels of the dummy as far forward as possible on the floorpan without compressing the seat cushion more than the compression due to the weight of the leg. Set the knees of the dummy such that their outside surfaces are 150 ± 10 mm from the plane of symmetry of the dummy.
ANNEX 8
Partial test
1. PURPOSE
The purpose of these tests is to verify whether the modified vehicle presents at least the same (or better) energy absorption characteristics than the vehicle type approved under this Regulation.
2. PROCEDURES AND INSTALLATIONS
2.1. Reference tests
Using the initial padding materials tested during the approval of the vehicle, mounted in a new lateral structure of the vehicle to be approved, two dynamic tests, utilizing two different impactors shall be carried out (Figure 1).
2.1.1.1. The head form impactor, defined in paragraph 3.1.1, shall hit at 24,1 km/h, in the area impacted for the Eurosid head during the approval of the vehicle. Test result shall be recorded, and the HPC calculated. However, this test shall not be carried out when, during the tests described in Annex 4 of this Regulation:
where there has been no head contact, or
when the head contacted the window glazing only, provided that the window glazing is not laminated glass.
2.1.1.2. The body block impactor, defined in paragraph 3.2.1., shall hit at 24,1 km/h in the lateral area impacted by the Eurosid shoulder, arm and thorax, during the approval of the vehicle. Test result shall be recorded, and the HPC calculated.
2.2. Approval test
Using the new padding materials, seat, etc. presented for the approval extension, and mounted in a new lateral structure of the vehicle, tests specified in paragraphs 2.1.1.1 and 2.1.1.2, shall be repeated, the new results recorded, and their HPC calculated.
2.2.1.1. If the HPC calculated from the results of both approval tests are lower than the HPC obtained during the reference tests (carried out using the original type approved padding materials or seats), the extension shall be granted.
2.2.1.2. If the new HPC are greater than the HPC obtained during the reference tests, a new full scale test (using the proposed padding/seats/etc.) shall be carried out.
3. TEST EQUIPMENT
3.1. Head form impactor (Figure 2)
3.1.1. This apparatus consists of a fully guided linear impactor, rigid, with a mass of 6,8 kg. Its impact surface is hemispherical with a diameter of 165 mm.
3.1.2. The head form shall be fitted with two accelerometers and a speed-measuring device, all capable of measuring values in the impact direction.
3.2. Body block impactor (Figure 3)
3.2.1. This apparatus consists of a fully guided linear impactor, rigid, with a mass of 30 kg. Its dimensions and transversal section is presented in Figure 3.
3.2.2. The body block shall be fitted with two accelerometers and a speed-measuring device, all capable of measuring values in the impact direction.
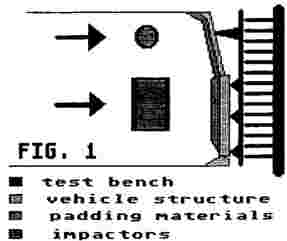
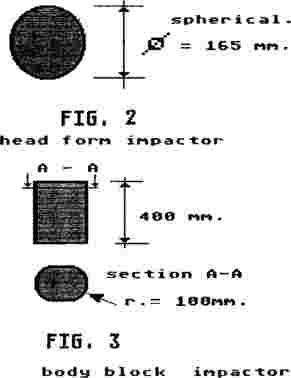
(1) As defined in the Consolidated Resolution on the Construction of Vehicles (R.E.3), Annex 7 (document TRANS/SC1/WP29/78/Amend. 3), i.e., motor vehicles used for the carriage of passengers and comprising not more than eight seats in addition to the driver' seat.
(2) 1 for Germany, 2 for France, 3 for Italy, 4 for the Netherlands, 5 for Sweden, 6 for Belgium, 7 for Hungary, 8 for the Czech Republic, 9 for Spain, 10 for Yugoslavia, 11 for the United Kingdom, 12 for Austria, 13 for Luxembourg, 14 for Switzerland, 15 (vacant), 16 for Norway, 17 for Finland, 18 for Denmark, 19 for Romania, 20 for Poland, 21 for Portugal, 22 for Russia, 23 for Greece, 24 for Ireland, 25 for Croatia, 26 for Slovenia, 27 for Slovakia, 28 for Belarus, 29 for Estonia, 30 (vacant), 31 for Bosnia and Herzegovina, 32 for Latvia, 33 (vacant), 34 for Bulgaria, 35 (vacant), 36 for Lithuania, 37 for Turkey, 38 (vacant), 39 for Azerbaijan, 40 for the former Yugoslav Republic of Macedonia, 41 (vacant), 42 for the European Community (approvals are granted by its Member States using their respective ECE symbol), 43 for Japan, 44 (vacant), 45 for Australia, 46 for Ukraine, 47 for South Africa and 48 for New Zealand. Subsequent numbers shall be assigned to other countries in the chronological order in which they ratify the Agreement concerning the Adoption of Uniform Conditions of Approval and Reciprocal Recognition of Approval for Motor Vehicle Equipment and Parts, or in which they accede to that Agreement, and the numbers thus assigned shall be communicated by the Secretary-General of the United Nations to the Contracting Parties to the Agreement.
(3) Until 1 October 1998, the values obtained for the neck shall not be pass/fail criteria for the purposes of granting approval. The results obtained shall be recorded in the test report and be collected by the approval authority. After this date, the values specified in this paragraph shall apply as pass/fail criteria unless or until alternative values are adopted.
(4) The latter number is given only as an example.
(5) The technical specifications and detailed drawings of Hybrid III, corresponding to the principal dimensions of a fiftieth percentile male of the United States of America, and the specifications for its adjustment for this test are deposited with the Secretary-General of the United Nations and may be consulted on request at the secretariat of the Economic Commission for Europe, Palais des Nations, Geneva, Switzerland.
(6) In any seating position other than front seats where the ‘H' point cannot be determined using the ‘three-dimensional "H" point machine' or procedures, the ‘R' point indicated by the manufacturer may be taken as a reference at the discretion of the competent authority.
(7) Tilt angle, height difference with a seat mounting, surface texture, etc.
(8) For details of the construction of the 3-D H machine refer to Society of Automobile Engineers (SAE), 400 Commonwealth Drive, Warrendale, Pennsylvania 15096, United States of America. The machine corresponds to that described in ISO standard 6549-1980.
(9) The reference system corresponds to ISO standard 4130, 1978.
(10) Strike out what does not apply.
(11) In accordance with the certification procedure described in paragraph 2 of this Annex.
(12) A mass, the end of which is between 125 mm and 925 mm high and at least 1 000 mm deep, is considered to satisfy this requirement.
(13) 1 for Germany, 2 for France, 3 for Italy, 4 for the Netherlands, 5 for Sweden, 6 for Belgium, 7 for Hungary, 8 for the Czech Republic, 9 for Spain, 10 for Yugoslavia, 11 for the United Kingdom, 12 for Austria, 13 for Luxembourg, 14 for Switzerland, 15 (vacant), 16 for Norway, 17 for Finland, 18 for Denmark, 19 for Romania, 20 for Poland, 21 for Portugal, 22 for Russia, 23 for Greece, 24 for Ireland, 25 for Croatia, 26 for Slovenia, 27 for Slovakia, 28 for Belarus, 29 for Estonia, 30 (vacant), 31 for Bosnia and Herzegovina, 32 for Latvia, 33 (vacant), 34 for Bulgaria, 35-36 (vacant), 37 for Turkey, 38-39 (vacant), 40 for the former Yugoslav Republic of Macedonia, 41 (vacant), 42 for the European Community (approvals are granted by its Member States using their respective ECE symbol), 43 for Japan, 44 (vacant), 45 for Australia and 46 for Ukraine. Subsequent numbers shall be assigned to other countries in the chronological order in which they ratify the Agreement Concerning the Adoption of Uniform Conditions of Approval and Reciprocal Recognition of Approval for Motor Vehicle Equipment and Parts, or in which they accede to that Agreement, and the numbers thus assigned shall be communicated by the Secretary-General of the United Nations to the Contracting Parties to the Agreement.
(14) Until 30 September 2000, for the purposes of the test requirements, the range of normal longitudinal adjustments shall be limited such that the H-point lies within the length of the door aperture.
(15) The latter number is given only as an example
(16) In any seating position other than front seats where the ‘H' point cannot be determined using the ‘three-dimensional "H" point machine' or procedures, the ‘R' point indicated by the manufacturer may be taken as a reference at the discretion of the competent authority.
(17) Tilt angle, height difference with a seat mounting, surface texture, etc.
(18) For details of the construction of the 3-D H machine refer to Society of Automobile Engineers (SAE), 400 Commonwealth Drive, Warrendale, Pennsylvania 15096, United States of America. The machine corresponds to that described in ISO Standard 6549-1980.
(19) The reference system corresponds to ISO standard 4130, 1978.
(20) Strike out what does not apply.
(21) The amounts of energy indicated are the amounts of energy dissipated by the system when the extent to which the impactor is crushed is greatest.
(22) All dimensions are in mm. The tolerances on the dimensins of the blocks allow for the difficulties of measuring cut aluminium honeycomb. The tolerance on the overall dimension of the impactor is less than that for the individual blocks since the honeycomb blocks can be adjusted, with overlap if necessary, to maintain a more closely defined impact face dimension
(23) Until the publication of appropriate ISO Standards these documents (EUROSID-1 User's Manual: Delft, November 1990) can be obtained from TNO Road Vehicles Research Institute, P.O. Box 6033, 2600 JA Delft, Schoemakerstraat 97, 2628 VK Delft, The Netherlands.
Lábjegyzetek:
[1] A dokumentum eredetije megtekinthető CELEX: 32005D0614 - https://eur-lex.europa.eu/legal-content/HU/ALL/?uri=CELEX:32005D0614&locale=hu